
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

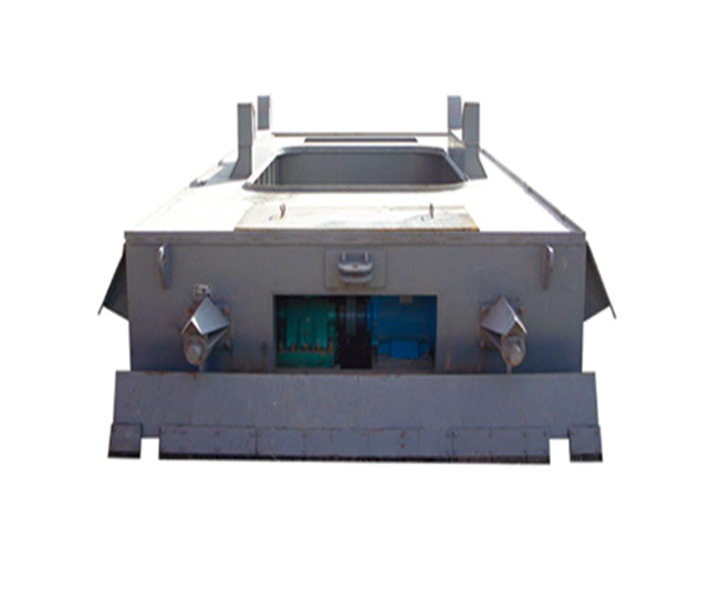
一、 用途铁水包用于铸造车间浇注作业,在炉前承接铁液后,由行车运到铸型处进行浇注二、主要技术参数及外形尺寸1、吊包形式,双向回转式 。2、减速箱形式,双蜗轮副传动 。3、速比(如图表)。4、外形尺寸(如图表)。三、特点1、合理选择了回转中心,操作方便,浇注完毕后基本可自行复作。2、采用双蜗轮副传动。虽然制造要求高,但传动灵活自如,双向可逆性好。3、吊杆采用锻件,比钢板焊接件可靠安全。4、包体钢板较厚,包底结构采用锥度、底箍、焊接相结合的三重保险、即延长了使用寿命,又确保了操作者的安全。5、主体与吊杆、减速箱与手轮,均装有较链卡板可随时锁定。6、两耳轴与吊杆向装有调心轴承,一致性好。使用维护编辑1、搪耐火泥,其厚度为:0.5吨~ 3吨侧壁60毫米底部 80 毫米 ;5 吨侧壁80毫米底部100 毫米 ;10吨侧壁100毫米底部120毫米 ;10吨以上侧壁150 毫米底部毫米 ;2、 检查手轮,应活自如,无卡阻现象。3、 两耳轴滚动轴承内,每周加二硫化钼润滑脂一次。4、 检查手轮锁定卡板是否安全可靠。5、 检查减速箱内是否缺油,每周检查一次。6、 使用年久,发现蜗轮副间隙增大,有碍安全浇注时,应更换蜗轮副。

轧钢机,是实现金属轧制过程的机械设备。泛指完成轧材生产全过程的装备﹐包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。但一般所说的轧机往往仅指主要设备。工作机座由轧辊﹑轧辊轴承﹑机架﹑轨座﹑轧辊调整装置﹑上轧辊平衡装置和换辊装置等组成。轧辊是使金属塑性变形的部件 。轧辊轴承支承轧辊并保持轧辊在机架中的固定位置。轧辊轴承工作负荷重而变化大﹐因此要轧钢机求轴承摩擦系数小﹐具有足够的强度和刚度﹐而且要便于更换轧辊。不同的轧机选用不同类型的轧辊轴承。滚动轴承的刚性大﹐摩擦系数较小﹐但承压能力较小﹐且外形尺寸较大﹐多用于板带轧机工作辊。滑动轴承有半干摩擦与液体摩擦两种。半干摩擦轧辊轴承主要是胶木﹑铜瓦﹑尼龙瓦轴承﹐比较便宜﹐多用于型材轧机和开坯机。液体摩擦轴承有动压﹑静压和静 - 动压三种。优点是摩擦系数比较小﹐承压能力较大﹐使用工作速度高﹐刚性好﹐缺点是油膜厚度随速度而变化。液体摩擦轴承多用于板带轧机支承辊和其它高速轧机。轧机机架由两片“牌坊”组成以安装轧辊轴承座和轧辊调整装置﹐需有足够的强度和钢度承受轧制力。机架形式主要有闭式和开式两种。闭式机架是一个整体框架﹐具有较高强度和刚度﹐主要用于轧制力较大的初轧机和板带轧机等。开式机架由机架本体和上盖两部分组成﹐便于换辊﹐主要用于横列式型材轧机。此外﹐还有无牌坊轧机。轧机轨座于安装机架﹐并固定在地基上﹐又称地脚板。承受工作机座的重力和倾翻力矩﹐同时确保工作机座安装尺寸的精度。轧辊调整装置用于调整辊缝﹐使轧件达到所要求的断面尺寸。上辊调整装置也称“压下装置”﹐有手动﹑电动和液压三种。手动压下装置多用在型材轧机和小的轧机上。电动压下装置包括电动机﹑减速机﹑制动器﹑压下螺丝﹑压下螺母﹑压下位置指示器﹑球面垫块和测压仪等部件﹔它的传动效率低﹐运动部分的转动惯性大﹐反应速度慢﹐调整精度低。70 年代以来﹐板带轧机采用 AGC(厚度自动控制) 系统后﹐在新的带材冷﹑热轧机和厚板轧机上已采用液压压下装置﹐具有板材厚度偏差小和产品合格率高等优点。上轧辊平衡装置用于抬升上辊和防止轧件进出轧辊时受冲击的装置。形式有﹕弹簧式﹑多用在型材轧机上﹔重锤式﹐常用在轧辊移动量大的初轧机上﹔液压式﹐多用在四辊板带轧机上。为提高作业率﹐要求轧机换辊迅速﹑方便。换辊方式有 C 形钩式﹑套筒式﹑小车式和整机架换辊式四种。用前两种方式换辊靠吊车辅助操作﹐而整机架换辊需有两套机架﹐此法多用于小的轧机。小车换辊适合于大的轧机﹐有利于自动化。目前﹐轧机上均采用快速自动换辊装置﹐换一次轧辊只需 5 ~ 8 分钟。传动装置由电动机﹑减速机﹑齿轮座和连接轴等组成。齿轮座将传动力矩分送到两个或几个轧辊上。辅助设备包括轧制过程中一系列辅助工序的设备。如原料准备﹑加热﹑翻钢﹑剪切﹑矫直﹑冷却﹑探伤﹑热处理﹑酸洗等设备。起重运输设备吊车﹑运输车﹑辊道和移送机等。附属设备有供﹑配电﹑轧辊车磨﹐润滑﹐供﹑排水﹐供燃料﹐压缩空气﹐液压﹐清除氧化铁皮﹐机修﹐电修﹐排酸﹐油﹑水﹑酸的回收﹐以及环境保护等设备。轧机的命名按轧制品种﹑轧机型式和公称尺寸来命名。“公称尺寸”的原则对型材轧机而言﹐是以齿轮座人字齿轮节圆直径命名﹔初轧机则以轧辊公称直径命名﹔板带轧机是以工作轧辊辊身长度命名﹔钢管轧机以生产最大管径来命名。有时也以轧机发明者的名字来命名 (如森吉米尔轧机)。轧机的选择按生产的产品品种﹑规格﹑质量和产量的要求来选定成品或半成品轧机的类型和尺寸﹐并配备必要的辅助﹑起重运输和附属设备﹐然后根据各种因素的要求最后加以平衡选定。轧机动力设施1590 年英国开始用水轮机拖动轧辊﹐直到 1790 年还有用水轮机配以石制飞轮拖动四辊式钢板轧机的 (图 4 水轮机拖动的钢板轧机)。1798 年英国开始用蒸汽机拖动轧机。现代的轧机均为直流或交流电动机拖动﹐有单机拖动﹐也有通过齿轮成组拖动。轧机的分类轧机可按轧辊的排列和数目分类﹐可按机架的排列方式分类﹐也可按生产的产品分类﹐分别列于表 1 轧机按轧辊的排列和数目分类﹑表 2 轧机按机架排列方式分类和表 3 轧机按生产产品分类。轧机的发展现代轧机发展的趋向是连续化﹑自动化﹑专业化﹐产品质量高﹐消耗低。60 年代以来轧机在设计﹑研究和制造方面取得了很大的进展﹐使带材冷热轧机﹑厚板轧机﹑高速线材轧机﹑ H 型材轧机和连轧管机组等性能更加完善﹐并出现了轧制速度高达每秒钟 115 米的线材轧机﹑全连续式带材冷轧机﹑ 5500 毫米宽厚板轧机和连续式 H 型钢轧机等一系列先进设备。轧机用的原料单重增大﹐液压 AGC ﹑板形控制﹑电子计算器过程控制及测试手段越来越完善﹐轧制品种不断扩大。一些适用于连续铸轧﹑控制轧制等新轧制方法﹐以及适应新的产品质量要求和提高经济效益的各种特殊结构的轧机都在发展中。(见彩图 鞍山钢铁公司初轧厂连轧机组生产情景 ﹑ 初轧坯的定尺切断设备── 2000 吨大剪 ﹑ 板坯初轧机在轧制板坯 ﹑ 上海第五钢铁厂初轧车间均热炉出钢 ﹑ 中国制造的 4200 毫米厚板轧机 ﹑ 宽厚钢板的热矫直机 ﹑ 钢板粗轧机前的高压水除铁鳞机 ﹑ 2300 毫米钢板轧机生产场面 ﹑ 1700 毫米带钢热轧机主控室 ﹑ 带钢冷轧机正在生产 ﹑ 带钢冷轧机生产的成品──钢卷 ﹑ 带钢的热镀锌机组 ﹑ H 形宽边工字钢轧钢机 ﹑ 中型轧钢厂 ﹑ 型材定尺切断的主要方法──热锯 ﹑ 大型轧钢厂的钢轨冷床 ﹑ 保证线材性能的线材散卷冷却 ﹑ 轧制线材的新式 45° 无扭精轧机 ﹑ 小型轧钢机的围盘。横列式小型轧机的重要辅助设备 ﹑ 线材轧机的成品收取设备──线材卷取机 ﹑ 轧制直径 140 毫米无缝钢管的自动轧管机 ﹑ 70 年代制成的大直径钢管﹐直径 2540 毫米 ﹑ 现代管材生产方法之一──大直径螺旋焊管 ﹑ 无缝钢管厂保证钢管尺寸精度的均整机 ﹑ 无缝钢管坯正在穿孔 ﹑ 轧制箔材用的森吉米尔 20 辊轧机 ﹑ 火车车轮和轮箍轧机的工作情景 ﹑ 中国制造的大型锻压设备── 32000 吨水压机 ﹑ 新型塑性加工设备──精锻机 ﹑ 3000 吨卧式挤压机 ﹑ 铝箔轧机 ﹑ 品类繁多的轧辊﹐用于轧制各种产品 ﹑ 铝连续铸轧机)

高炉内型特征是:矮胖炉型,减少炉腹角和炉身角,加大死铁层深度;高炉有效容积为3200㎡;采用立式大构架结构,永州优质三川厂家框架柱间距18m×18m;炉体框架平台由一层炉顶平台、一层炉底平台和五层炉身平台组成,各平台之间设有双向走梯。高炉本体是整个炼铁系统最主要设备,发生事故频率高,事故类型多,在实际生产中为危险重点控制对象。其主要危险有害因素如下:(1)火灾、爆炸采集者退散a.开氧气者在氧气阀门附近抽烟或周围有人动火,可能发生火灾。b.风口、渣口及水套,密封性不好,永州优质三川厂家引起煤气泄漏,在有火星、火源的情况下,可能发生火灾、爆炸事故。c.在停电断水情况下,由于事故供水不及时,致使炉内温度过高,发生炉体开裂,引起火灾。d.炉顶压力过高又无法控制,可能导致,炉体爆炸,并引起火灾。e.高炉停吹氧气,可能造成火灾、爆炸事故。f.在高炉休风、检修、停电、停水情况下,由于误操作,可能发生火灾爆炸事故。
摘要相比较电炉而言,近十年来,我国转炉炼钢生产流程工艺与装备技术的进步幅度是明显的。而未来,这种生产流程结构不尽合理的现象亦会逐步改变。近年来,我国转炉钢产量占粗钢总产量的比例日益增强,2003年我国转炉钢比为82.4%,到2013年这一比例已增至93%,而近十年来,世界转炉钢与电炉钢比例基本保持在7:3的平均水平,我国与之相比转炉钢比过高。未来我国这种钢铁生产流程结构不尽合理的现象会随着我国资源条件、市场需求变化和绿色低碳环境的需求而逐步改变。相比较而言,近十年来,我国转炉生产流程工艺与装备技术的进步幅度更加明显。1、转炉炼钢技术发展现状目前,转炉炼钢仍是世界上最主要的炼钢方法,其钢产量占世界钢总产量的65%以上。由于我国废钢资源短缺,电力缺乏,电价偏高,因此电炉钢的产量增长受到一定程度的制约,而随着生铁资源的充裕也给转炉钢产量的增长提供了良好条件。因此,转炉钢产量近年来获得了快速增长。2905年我国转炉钢产量为3.14亿吨,到2013年提高到7.65亿吨。随着转炉钢产量的增加,转炉炼钢生产工艺技术也得到迅速发展。转炉炼钢技术进步主要体现在以下几个方面。1.1、转炉装备日趋大型化2001年我国100吨以上大型转炉只有30座,产能为3602万吨。至2013年增长到345座,产能超过5.08亿吨,13年间大型转炉的生产能力增长了14倍。其中300吨转炉从3座增加到11座,产能从678万吨增长到2759万吨以上。从数量上来看,我国现有转炉中以100-199吨的转炉数量最多,而200吨及以上的转炉数量最少,我国仍然保有一定数量的30吨以下的转炉。因此,淘汰落后产能任务艰巨。目前,我国100吨及以上转炉的产能约占全部转炉产能的67.5%。随着淘汰落后产能力度的加大,我国转炉将进一步朝着大型化方向发展。1.2、转炉生产工艺进一步优化提高钢材洁净度是21世纪钢材质量发展的重大技术方向。为提高钢材质量且扩大冶炼钢种,我国大、中型转炉炼钢厂都相继增建了铁水脱硫装置和二次精炼装置。近年来新建的转炉炼钢厂大多配置了铁水脱硫装置,并根据冶炼钢种的要求配置了相应的炉外精炼装置,一般多采用LF精炼,有些转炉炼钢厂还配置了Ⅵ)精炼装置,从而为高附加值钢种的生产提供了有利条件。我国自主设计建设的京唐公司300吨转炉采用了国际上最先进的脱磷炉与脱碳炉分工、联合生产的工艺,京唐公司是国际上最早采用这一先进工艺的300吨转炉大型炼钢厂。经过近两年的技术攻关,脱磷炉生产周期28min,脱碳炉32min;单炉班产炉数从7-8炉次提高至16炉次,转炉生产效率提高1倍,出钢温度平均降低20℃。铁水“三脱”预处理比例达到90%;月平均转炉终点[P]为0.006%,P+S]为150×10-6;和炉外精炼相匹配可稳定生产[P+S50×10-6的高洁净钢。石灰总消耗量从传统流程的50kg/t,下降到24.3kg/t,炼钢总渣量由110kg/t下降到的47kg/t,钢铁料消耗降低9.lkg/t,比传统转炉炼钢成本降低37.39元/t钢,标志着我国大型转炉炼钢技术已接近国际领先水平。

冷却烟道主要技术方案是在管道的外壁安装散热翅片,在管道外套接外套管,在外套管的一端利用风管连接轴流风机,在外套管的另一端设置排气口。所述风管以倾斜状与外套管连接,风管的出口面对外套管上安装有排气口的一端。在外套管上连接喷嘴组件,喷嘴组件中的喷嘴面向外套管与管道间的空腔,喷嘴组件利用接管与供水管连接。转炉汽化冷却烟道,包括位于转炉炉口上方的活动烟罩,活动烟罩上部与炉口固定段烟道下部相连接,炉口固定段烟道上部与中间段烟道下部通过密封伸缩连接装置相连接,中间段烟道上部与末端烟道相连接,炉口固定段烟道与中间段烟道之间存在安装间隙,安装间隙中设置有环形水箱,环形水箱上设置有进水管和出水管。上述的转炉汽化冷却烟道中设置了能遮挡炉口固定段烟道和中间段烟道之间安装间隙的环形水箱,使炽热红渣不易进入由炉口固定段烟道、中间段烟道、密封伸缩连接装置围成的腔室中结渣。

转炉汽化烟道(也称为余热锅炉)是转炉炼钢的主要配套设备之一,该设备在工作时要最大限度地收集高温烟气,承受最高的炉气温度与剧烈频繁的温度变化,同时工况最为恶劣,最容易粘结喷溅的钢渣。一种炼钢转炉用汽化冷却烟道,包括:活动烟罩、炉口固定段烟道、中间段烟道和末段烟道,活动烟罩置于转炉上方,活动烟罩、炉口固定段烟道、中间段烟道和末段烟道依次顺序连接,其特征在于:活动烟罩和炉口固定段烟道的上气泡和下联箱之间的循环水回路中增置一循环泵,炉口固定段烟道与中间段烟道之间采用膨胀节连接,中间段烟道与末段烟道连接处采用小直段斜弯管式连接结构,活动烟罩和炉口固定段烟道内表面涂有镍-铬涂层。本发明能使管内水流动始终保持充足、在烟道长度方向可以伸缩、能有效解决烟道平直段汽水分层问题和烟道内表面粘渣和烟气冲刷问题。


