
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

转炉一倒合格率是指结合炼钢各钢种工艺要求,在转炉吹炼至一倒时的碳、磷和温度达出钢的控制要求,以保证所炼钢种的温度、成分达产品控制要求。提高转炉一倒合格率的意义 提高一倒合格率,可提高产品内控合格率和浇注温度命中率,同时有效减少拉后吹,是炼钢操作水平和管理水平高低的重要标志,也是降低炼钢生产成本和产品质量的基础工作和重要抓手。提高转炉一倒合格率的经济效益“提高转炉一倒合格率 改善炼钢技术经济指标”的经济效益主要体现在两方面,一是钢铁料消耗降低,二是合金消耗的降低,另外,转炉一倒合格率提高后,可有效减少化学废品和降低转炉耐火材料消耗。钢铁料耗的统计方式1.理论基础:任何指标都要统一标准才好对比,钢铁料耗的理论基础是物质不灭定律,推广到具体的钢铁料耗方面为物料平衡,投入量与产出量之间的关系,为了统计方便,国家专门制订了钢铁料耗统计的相关规定。2.国家规定的统计标准:转炉钢铁料消耗(kg/t钢)=[生铁+废钢铁量(kg)]/转炉(电炉)合格产出量(t) 。其中:生铁包括冷生铁、高炉铁水、还原铁;废钢铁包括各种废钢、废铁等。凡分别管理、按类配用下列废钢铁的,在计算废钢铁消耗指标时,可按下列统一的折合标准折合计算:a. 轻薄料废钢,包括锈蚀的薄钢板以及相当于锈蚀薄板的其他轻薄废钢,按实物量×60%计算,其加工压块按实物量×60%计算;关于轻薄废钢,国家标准GB/T4223-1996中有明确规定;b. 渣钢是指从炉渣中回收的带渣子的钢,按实物×70% 计算;经过砸碎加工(基本上去掉杂质)的渣钢,按实物量×90%计算;c. 优质钢丝(即过去所称“钢丝”)、钢丝绳、普通钢钢丝(即过去所称“铁丝”)、铁屑以及钢锭扒皮车屑和机械加工的废钢屑(加工压块在内),按实物量×60%计算;d. 钢坯切头切尾、汤道、中注管钢、桶底钢、冻包钢、重废钢等均按实物计算。

一、漏水造成烟道漏水的原因最主要有冲蚀腐蚀(尤其是高温冲蚀)、交变温差、焊缝开裂,导致烟道冷却水外溢。1、高温冲蚀腐蚀:热水冷却烟道随着环境温度增加,金属表而产生的氧化皮膜会逐渐变厚,氧化皮膜与基材间的结合强度会更高,足以抵抗随后的磨粒冲击,当达到临界温度(570摄氏度)后,这时材料进人冲蚀氧化破坏区。金属材料具有延展性,高温下更是如此,而氧化物则展示脆性,温下冲蚀腐蚀破坏中,与冲蚀有关的常数可从0.8 变化到7,这与高温下氧化或腐蚀产物的皮层塑性增加有较大关系,致使管壁不断减薄,导致爆管漏水。2、交变温差:烟气对管束产生横向冲刷,一方面因温差急剧变化导致管束出现高温膨胀与降温收缩,产生外部机械应力,由于受余热锅炉与下部固定支座的制约。另一方面当管束出现漏水时,为迅速恢复生产,则立即将管束内高达近300摄氏度的热冷却水排出降到室温,补焊后再补水。因此管束应力无法消除,极易产生疲劳脆化,最终出现横向裂纹。3、焊缝开裂漏水形成粘结性炉膛:为确保烟气收集质量,减少烟气外溢,管间采用钢板满焊作筋板隔离,焊接过程中由于焊条操作角度、电流选择不当等,导致管壁局部变薄,同时满焊过程中管束将产生较大的热应力,在应力释放时会对管壁产生变形出现裂纹,导致漏水。因此,当烟道(此外还包括吹氧管、下料孔烟道、水冷炉口等)出现漏水时,外溢的水在高温下迅速形成雾气与冷却高温烟尘,形成粘结性与粘附性的炉渣粘附在管束上。二、非正常的冶炼工艺1、由于转炉冶炼任务繁重,操作中为多产钢而采取增大装人量而减少炉容比,提高供氧强度,缩短供氧时间,导致炉渣外溢,处理方式上,操作人员通过吹氧管用高压氧气强制吹扫炽热的红渣,一方面高温下管束表面开始氧化,出现高温冲蚀,另一方面炉渣在气流的作用下急剧磨蚀管束工作表面,造成管壁减薄变形,出现纵向裂纹。2、其他:冶炼中热平衡对烟道堵塞有较大影响,又加增大装入量,往往出现冶炼时产生的烟气量大于系统抽出量,致使烟气外溢严重,部分粘附性较强的渣就粘附在管束上,非正常的转炉炉形也会造成影响,控制得好对影响不明显,一且炉形出现扁形或炉膛过小等将会出现炉渣外溢严重时还夹带金属,粘附在水冷炉口上,导致炉口直径变小,在风机的强制抽力作用下,高温烟道带金属的渣进入各区,堵塞烟道。

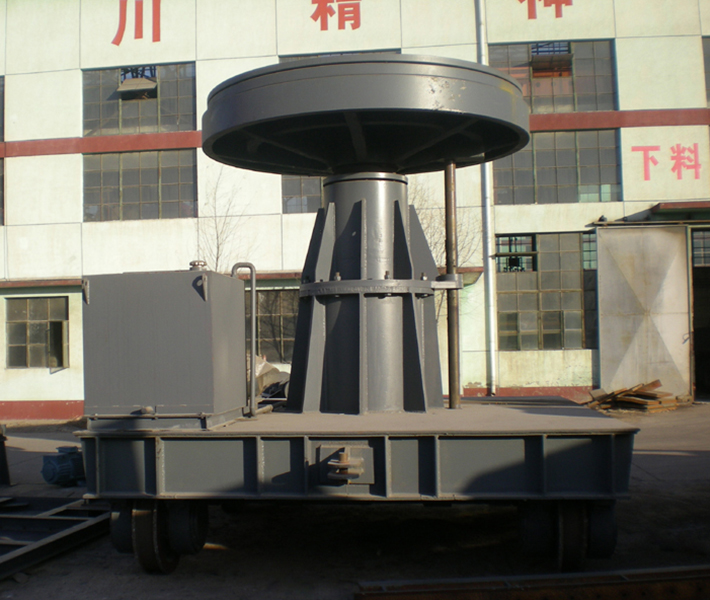
鼓入空气或工业纯氧,使氧气与液态铁水中的碳、硅、锰等元素氧化,以调整钢水的化学成分,并利用氧化时产生的热量来炼钢的设备。鼓入空气的转炉,因炼出的钢质量差,已较少应用。图2为转炉的外形及其配套机械。炼钢所需的造渣剂可从炉顶料仓卸下,经称量后通过密封料仓和流槽加入转炉内。整个转炉炉体由圆环形托圈支承,托圈两端的轴由轴承支承。托圈轴与传动机构联接后能使炉体绕轴线作360°回转,以适应转炉加料、出钢、出渣等工艺要求。转炉传动机构的结构形式有落地式、半悬挂式或全悬挂的多点啮合式等,以全悬挂的多点啮合式较为普遍。为了提高转炉炉座利用率,转炉炉体也可做成更换式的。为了防止环境污染和节约能源,在冶炼时从转炉炉口逸出的、含有较多烟尘和大量CO高温炉气,经余热利用烟道生产蒸汽,又经过能回收CO和降低烟气含尘量的除尘系统,使烟气符合排放标准。转炉依氧气喷口在炉体的位置不同可分为顶吹、底吹和侧吹几种,但侧吹转炉应用较少。氧气顶吹转炉在炉口插入水冷氧枪(喷口)供工业纯氧,并以超音速气流喷入熔池进行搅拌和反应。顶吹转炉的容量已达400吨,并有更大型的转炉正在筹建中。底吹转炉的喷口设置在炉底,喷口数目可根据工艺要求而定。 喷口型式有透气(或毛细管式)耐火砖和同心套管式两种。为延长同心套管式喷口寿命,套管之间的环缝可喷入碳氢化合物作为冷却介质,喷口也可在喷入氧气流时带入粉状造渣剂提前化渣去除硫、磷。底吹转炉较适用于高磷铁水的冶炼。在顶吹转炉上结合底吹转炉的优点,将部分氧气或惰性气体从炉底喷入,便成为顶底复合吹炼的转炉,效果较好。为了适应氧化转炉快速操作和环境保护的要求,现代转炉还配有相应的装料、出钢、出渣、渣处理、烟气净化、污水处理和综合利用等配套设备,同时也采用计算机控制,以提高生产的经济效益。

钢坯夹钳主要由吊梁、连杆、自动闭锁装置、同步器、钳臂、支板和钳牙七部分组成。吊梁吊梁是与天车钩相连的部件,有吊环卸扣式联接、吊索具式联接和吊耳式联接三种结构。吊环卸扣式联接吊轴,使吊具的受力情况改善,同时也避免了装卸钢坯时的脱钩现象,降低了夹具本身的高度,有利于低矮的场所使用。吊索具式联接吊轴,使夹具的受力较好,但吊具自身的高度大,需在高大的场所使用,在挂吊钩时需用人工进行辅助挂钩。吊耳式联接吊轴,可由吊车司机直接挂钩, 但在吊装作业时需使吊具着地,并下放吊钩直至不受力为止,这样,易导致吊车钩脱钩。连杆连杆是吊梁和钳臂的连接件。自动闭锁装置自动闭锁装置有手动抬杆式、(自动)双钩式、(自动)单钩式、(自动)转锁式等形式。自动闭锁装置是实现钢坯夹具自动开闭的机构。 其动作不需要任何外来动力源,靠夹具自身的重力实现夹具的自动开闭。起闭机构的加油润滑:必须定期(2~3天)加润滑油(或机油),然后上下动作几次,直至润滑完全。严禁加过量的润滑脂润滑!同步器同步器是保证夹具各钳臂同步动作的装置。钳臂钳臂是夹具的主要增力部件,通过它把钢坯夹起。支板支板是钢坯夹具的支撑件。支板支在钢坯的上表面以保证钢坯夹具的启闭机构顺利动作。钳牙钳牙有销轴联接式、燕尾联接式和槽形插接式等结构。钳牙是与钢坯直接接触的主要零件, 决定着钢坯夹具夹持钢坯的可靠性。
转炉自动化,工业自动化生产工艺。典型的氧气转炉自动化系统由过程控制计算机、微型计算机和各种自动检测仪表、电子称量装置等部分组成。按设备配置和工艺流程分为供氧系统,主、副原料系统,副枪系统,煤气回收系统,成分分析系统和计算机测控系统。安阳专业混铁炉倾动齿条厂家有些大型的转炉自动化系统除了有转炉本身的控制系统外,还包括有铁水预处理系统、钢水脱气处理系统和铸锭控制系统等。氧气转炉冶炼周期短、产量高、反应复杂,但用人工控制钢水终点温度和含碳量的命中率不高,精度也较差。为了充分发挥氧气转炉快速冶炼的优越性,提高产量和质量,降低能耗和原料消耗,需要完善的自动化系统对它进行控制。供氧系统编辑在转炉吹炼中,供氧系统主要用于控制吹氧量和氧枪位置(即氧枪与钢水液面的距离),完成以下功能: ①测量氧气压力、流量、氧耗量、氧纯度等参数,并对氧流量进行闭环控制。②测量氧枪冷却水温度、压力和流量。③采用电子逻辑或微型机控制装置在吹炼不同阶段改变氧枪位置,其定位精度为±10毫米。主、副原料系统编辑转炉主原料(铁水和废钢)和副原料(石灰、白云石、矿石、萤石、铁皮等)的称重误差和成分误差,直接影响炼钢终点命中率和钢的质量。这个统用以保证主、副原料的准确称量。安阳专业混铁炉倾动齿条厂家它包括 3个部分。①电子秤:用以对铁水、废钢、铁合金和钢水进行称重,并能自动去皮;②副原料称重和上料控制:当高位料仓中的副原料用光时,可自动地将地下料仓的副原料送入高位料仓,它采用料位检测器检出料仓料位信号,用皮带秤称重,用电子逻辑或微型机控制上料;③副原料自动配料控制:根据人工设定和计算机设定的副原料的配比,入炉副原料由料斗秤称量后自动按量装入。副枪系统编辑吹炼过程中用于测量钢水温度和含碳量的检测装置,主要包括两个部分。①测温定碳装置:它由测温定碳和测液面复合探头、温度和碳变送器、微型机和阴极射线管显示器等组成。测试时,副枪将探头插入钢水内测温、取样,测出的温度和含碳量信号经微型机处理后,在显示器上显示并传送到过程计算机。②副枪顺序控制装置:它由探头、电子逻辑线路或微型机构成。副枪系统自动给出所需的探头,自动装探头,检查探头是否接通,然后自动快速下枪,移动到变速点时则由快速改成慢速,当移动到测试点时便准确停车,定位精度为±10毫米。待取样完成后,快速提升,到变速点时改为慢速提升,到达最高点时则自动停车。待定碳信号出现后,则自动拔掉旧探头。煤气回收系统编辑用以保证煤气回收正常运行,它由各种变送器、分析仪和微型机组成。首先进行炉口微压差(±50帕)测量和自动控制,炉中微压差经变送器变成标准电信号后,由调节器控制煤气管道的闸板阀,使炉口保持正压,防止吸入空气。其次进行煤气中CO、O2含量的分析和CO回收的自动控制,采用红外线CO分析仪、磁氧分析仪(精度为±1%)或质谱仪分析CO、O2含量,用可编程序控制器来控制煤气回收的操作。最后进行煤气流量测量。所用方法是先在废气管道中取出差压信号,然后再用差压变送器将此信号变为电信号进行测量。成分分析系统编辑用直读光谱仪或 X荧光分析仪来分析铁水和钢水的成分。 X荧光还能分析矿石、炉渣的成分。专用计算机对分析值进行处理后将结果打印出来,并将它们传送到过程控制计算机,为控制作准备。钢水中的溶氧量则用氧化锆定氧探头测出。


