
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。 产槽钢的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c 予以区别,如25#a 25#b 25#c等。
转炉炼钢 一种不需外加热源、优质转炉炉体中段施工周口主要以液态生铁为原料的炼钢方法。其主要特点是靠转炉内液态生铁的物理热和生铁内各组分,如碳、锰、硅、磷等与送入炉内的氧气进行化学反应所产生的热量作冶炼热源来炼钢。炉料除铁水外,还有造渣料(石灰、石英、萤石等);为了调整温度,还可加入废钢以及少量的冷生铁和矿石等。转炉按炉衬耐火材料性质分为碱性转炉炉体中段优质(用镁砂或白云为内衬)和酸性(用硅质材料为内衬);按气体吹入炉内的部分分为底吹顶吹和侧吹;按所采用的气体分为空气转炉和氧气转炉。酸性转炉不能去除生铁中的硫和磷,须用优质生铁施工转炉炉体中段,因而应用范围受到限制。碱性转炉适于用高磷生铁炼钢,曾在西欧获得较大发展。空气吹炼的转炉钢,因其含氮量高,且所用的原料有局限性,又不能多配废钢,周口优质转炉炉体中段施工未在世界范围内得到推广。。

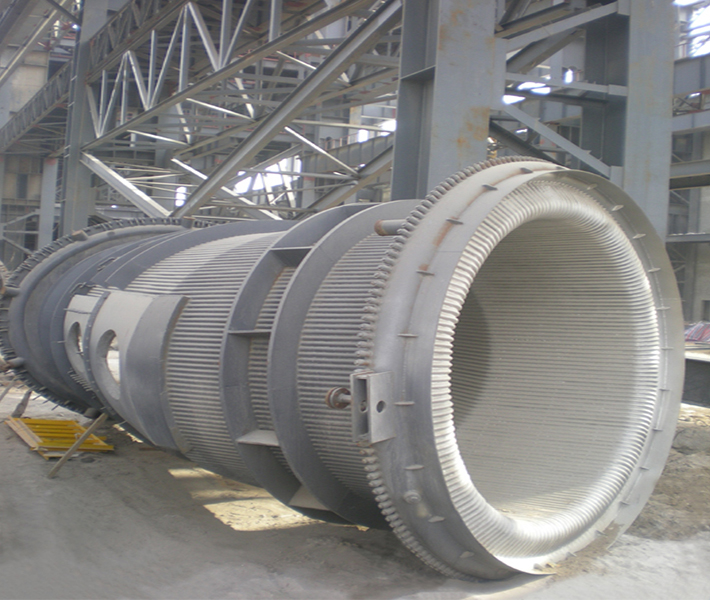
转炉汽化烟道(也称为余热锅炉)是转炉炼钢的主要配套设备之一,该设备在工作时要最大限度地收集高温烟气,承受最高的炉气温度与剧烈频繁的温度变化,同时工况最为恶劣,最容易粘结喷溅的钢渣。一种炼钢转炉用汽化冷却烟道,包括:活动烟罩、炉口固定段烟道、中间段烟道和末段烟道,活动烟罩置于转炉上方,活动烟罩、炉口固定段烟道、中间段烟道和末段烟道依次顺序连接,其特征在于:活动烟罩和炉口固定段烟道的上气泡和下联箱之间的循环水回路中增置一循环泵,炉口固定段烟道与中间段烟道之间采用膨胀节连接,中间段烟道与末段烟道连接处采用小直段斜弯管式连接结构,活动烟罩和炉口固定段烟道内表面涂有镍-铬涂层。本发明能使管内水流动始终保持充足、在烟道长度方向可以伸缩、能有效解决烟道平直段汽水分层问题和烟道内表面粘渣和烟气冲刷问题。

谓转炉炼钢所,就是将铁水、废钢等炼成具有所要求化学成分的钢,并使其具有一定的物理化学性能和力学性能。目前转炉炼钢是世界上最主要的炼钢生产方法。(a)筒球形;(b)锥球形;(c)截锥形转炉的形状主要有筒球型、锥球型和截锥型。转炉炼钢(1)筒球型:熔池形状由一个球缺体和一个圆筒体组成。它的优点是炉型形状简单,砌筑方便,炉壳制造容易。熔池内型比较接近金属液循环流动的轨迹,在熔池直径足够大时,能保证在较大的供氧强度下吹炼而喷溅最小,也能保证有足够的熔池深度,使炉衬有较高的寿命。大型转炉多采用这种炉型。(2)锥球型:熔池由一个锥台体和一个球缺体组成。这种炉型与同容量的筒球型转炉相比,若熔池深度相同则熔池面积比筒球型大,有利于冶金反应的进行。同时,随着炉衬的侵蚀熔池变化较小,对炼钢操作有利。欧洲生铁含磷量相对偏高的国家,较多采用此种炉型。我国2080吨的转炉多采用锥球型,对筒球型与锥球型的适用性,看法尚不一致。有人认为锥球型适用于大转炉(奥地利),有人却认为适用于小转炉(苏联)。但世界上已有的大型转炉多采用筒球型。(3)截锥型:熔池为上大下小的圆锥台。其特点是构造简单且平底熔池便于修砌。这种炉型基本上能满足炼钢反应的要求,适用于小型转炉。我国30吨以下的转炉多用这种炉型。国外转炉容量普遍较大,故极少采用此种形式。

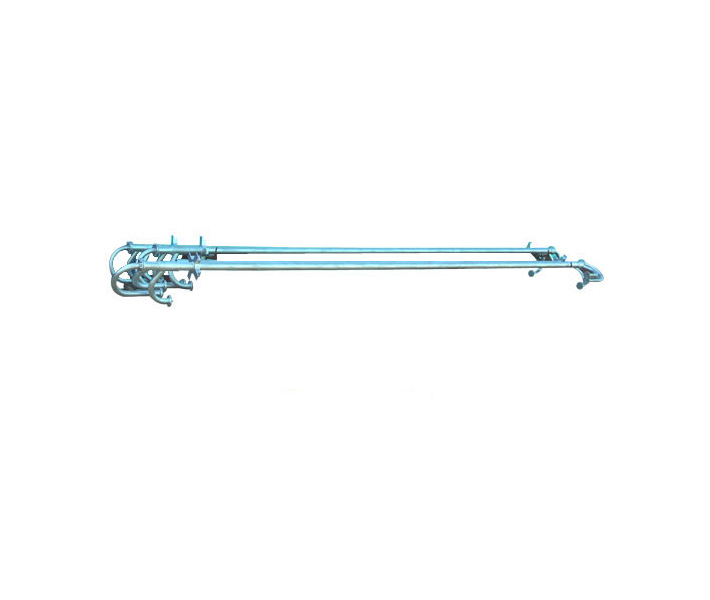
钢坯夹钳主要由吊梁、连杆、自动闭锁装置、同步器、钳臂、支板和钳牙七部分组成。吊梁吊梁是与天车钩相连的部件,有吊环卸扣式联接、吊索具式联接和吊耳式联接三种结构。吊环卸扣式联接吊轴,使吊具的受力情况改善,同时也避免了装卸钢坯时的脱钩现象,降低了夹具本身的高度,有利于低矮的场所使用。吊索具式联接吊轴,使夹具的受力较好,但吊具自身的高度大,需在高大的场所使用,在挂吊钩时需用人工进行辅助挂钩。吊耳式联接吊轴,可由吊车司机直接挂钩, 但在吊装作业时需使吊具着地,并下放吊钩直至不受力为止,这样,易导致吊车钩脱钩。连杆连杆是吊梁和钳臂的连接件。自动闭锁装置自动闭锁装置有手动抬杆式、(自动)双钩式、(自动)单钩式、(自动)转锁式等形式。自动闭锁装置是实现钢坯夹具自动开闭的机构。 其动作不需要任何外来动力源,靠夹具自身的重力实现夹具的自动开闭。起闭机构的加油润滑:必须定期(2~3天)加润滑油(或机油),然后上下动作几次,直至润滑完全。严禁加过量的润滑脂润滑!同步器同步器是保证夹具各钳臂同步动作的装置。钳臂钳臂是夹具的主要增力部件,通过它把钢坯夹起。支板支板是钢坯夹具的支撑件。支板支在钢坯的上表面以保证钢坯夹具的启闭机构顺利动作。钳牙钳牙有销轴联接式、燕尾联接式和槽形插接式等结构。钳牙是与钢坯直接接触的主要零件, 决定着钢坯夹具夹持钢坯的可靠性。
我国“负能炼钢”技术的迅速发展得益于以下三方面: 一是炼钢工艺结构的优化。随着国内新建100吨以上大、中型转炉的增多,配备了煤气、蒸汽回收与余热发电等设施,为“负能炼钢”打下设备基础;二是“负能炼钢”工艺不断完善,多数钢厂已掌握“负能炼钢”的基本工艺;三是2005年,国家统计局将电力折算系数调整为电热当量值(即1kWh=0.1229kg)替换原来沿用的电煤耗等价值(即1kWh=0.404kg)。炼钢能耗统计值降低,利于实现“负能炼钢”。重点企业转炉煤气吨钢回收量由2010年的平均81m3/t提高到2014年的106m3/t。近几年,我国转炉蒸汽回收量有很大提高,但蒸汽回收量和压力差别较大;先进的回收量已达到100kg/t以上、压力可达2.5-4MPa,用于钢水真空处理、发电或并入蒸汽管网。 1.5、转炉使用寿命进一步提高 炉龄是转炉炼钢的重要技术指标,提高炉龄在降低生产成本的同时,也提高了转炉生产效率。溅渣护炉的基本原理是利用高速氮气将成分调整后的剩余炉渣喷溅在炉衬表面,形成溅渣层。溅渣层抑制了炉衬表层的氧化,减轻了高温炉渣对砖表面的冲刷侵蚀。采用溅渣护炉工艺后,当炉衬残砖厚度侵蚀至500mm左右时,炉壁冷却与炉内钢渣对炉衬的导热基本实现了动态平衡。此时,炉衬与溅渣层的结合层很难被进一步熔损。在溅渣条件下炉衬基本为“零熔损”,即随炉龄增加,炉衬厚度基本保持不变。国内钢厂据此研发出了长寿转炉生产工艺,进而使转炉炉龄达到30000炉以上,炉役期和产钢量同步增长,耐火材料消耗和吨钢成本也相应降低。


