
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

谓转炉炼钢所,就是将铁水、废钢等炼成具有所要求化学成分的钢,并使其具有一定的物理化学性能和力学性能。目前转炉炼钢是世界上最主要的炼钢生产方法。(a)筒球形;(b)锥球形;(c)截锥形转炉的形状主要有筒球型、锥球型和截锥型。转炉炼钢(1)筒球型:熔池形状由一个球缺体和一个圆筒体组成。它的优点是炉型形状简单,砌筑方便,炉壳制造容易。熔池内型比较接近金属液循环流动的轨迹,在熔池直径足够大时,能保证在较大的供氧强度下吹炼而喷溅最小,也能保证有足够的熔池深度,使炉衬有较高的寿命。大型转炉多采用这种炉型。(2)锥球型:熔池由一个锥台体和一个球缺体组成。这种炉型与同容量的筒球型转炉相比,若熔池深度相同则熔池面积比筒球型大,有利于冶金反应的进行。同时,随着炉衬的侵蚀熔池变化较小,对炼钢操作有利。欧洲生铁含磷量相对偏高的国家,较多采用此种炉型。我国2080吨的转炉多采用锥球型,对筒球型与锥球型的适用性,看法尚不一致。有人认为锥球型适用于大转炉(奥地利),有人却认为适用于小转炉(苏联)。但世界上已有的大型转炉多采用筒球型。(3)截锥型:熔池为上大下小的圆锥台。其特点是构造简单且平底熔池便于修砌。这种炉型基本上能满足炼钢反应的要求,适用于小型转炉。我国30吨以下的转炉多用这种炉型。国外转炉容量普遍较大,故极少采用此种形式。

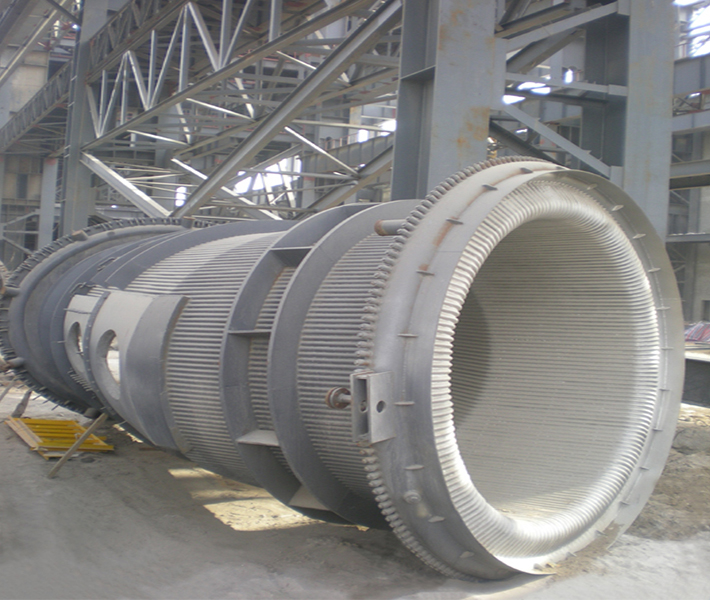
冷却烟道主要技术方案是在管道的外壁安装散热翅片,在管道外套接外套管,在外套管的一端利用风管连接轴流风机,在外套管的另一端设置排气口。所述风管以倾斜状与外套管连接,风管的出口面对外套管上安装有排气口的一端。在外套管上连接喷嘴组件,喷嘴组件中的喷嘴面向外套管与管道间的空腔,喷嘴组件利用接管与供水管连接。转炉汽化冷却烟道,包括位于转炉炉口上方的活动烟罩,活动烟罩上部与炉口固定段烟道下部相连接,炉口固定段烟道上部与中间段烟道下部通过密封伸缩连接装置相连接,中间段烟道上部与末端烟道相连接,炉口固定段烟道与中间段烟道之间存在安装间隙,安装间隙中设置有环形水箱,环形水箱上设置有进水管和出水管。上述的转炉汽化冷却烟道中设置了能遮挡炉口固定段烟道和中间段烟道之间安装间隙的环形水箱,使炽热红渣不易进入由炉口固定段烟道、中间段烟道、密封伸缩连接装置围成的腔室中结渣。
钢水包结构特点:结构形式有塞杆式及滑动水口式,龙门架配有脱勾式及轴承式两种,其中塞杆式钢包的升降机构中置有滑杆间隙消除机构,以保证多次使用后,塞杆中心与水口中心的一致性。使用维护1、按图中参考尺寸砌耐火砖,砖缝用耐火泥嵌封。2、使用前应仔细检查各联结部位是否牢固,各受力部位有无裂纹及松动现象,传动部位是否灵活可靠,在明确浇包没有任何损伤后,严格按操作规程使用。3、塞杆式钢水包应调节煞铁螺栓,进行对中调试。滑动水口式钢水包应调节水口螺栓,使两滑动面接触良好。4、脱钩式龙门架应在起吊时检查两吊勾是否处于工作状态。5、承接钢水起吊前,应将大卡板锁定,使用时应注意各部分是否处于正常状态,如发现异常情况应立即停机检修。6、各传动机构、滑动部位应保证润滑良好,经常注油润滑。7、浇包大修期 2 年,其工作时间不超过 5500 小时,同进在大修期内应该常检查各机件的磨损情况。

钢铁是工业上最常用才材料。俗话说,百炼成钢,也有一本书名为《钢铁是怎样炼成的》描述其主人公经历的坎坷历程,也间接反应了钢铁炼制过程的困难。那么,钢铁究竟是怎样炼成的呢?钢铁炼制用的原料是废铁或铁矿石,废铁是回收得到的,而铁矿石来自大自然,不同原料炼制方法也不一样,但大体需要经过的历程都基本相似。电炉(或高炉)炼钢,这过程是把废铁或铁矿石化成钢水,以便后续加工。转炉炼钢,这过程是把电炉(或高炉)炼钢得到的钢水提纯,去除杂质,得到较为纯净的钢水。精炼炉炼钢,这过程是调节钢水成分,加入其它金属或非金属元素,保证钢材质量。连铸机浇铸钢坯,通过上述过程炼制出来的钢水,浇入铸模冷却凝固后即得到钢坯,现代工业上大规模生产钢铁一般使用连铸机,可连续浇注钢水,不断输出钢坯,此时就已经完成了炼钢过程了。得到的钢坯根据其用途经过轧制、拉拔或机加工,得到各种形状的钢材,这时的钢材就是市场上常用的钢铁原材料了

根据图纸尺寸将 C 型钢(或方通)用砂轮切割机截成合适要求的长度,然后焊接骨架。焊接工序使用交流弧焊机、E43 系列,为防止咬肉和焊头等缺陷,采用小电流及较小直径焊条(2.5-3.0mm)施焊。并使用辅助夹具和卡具,保证结构的几何尺寸的准确。钢骨架用水准仪配合钢丝线进行检测矫正。制作过程中应随时测量及矫正,变形要控制在允许范围之内。骨架和支托盘面焊接在一起,骨架制作可将骨架拼装焊接一部分,然后抬到支托盘上焊接牢固,也可直接在支托盘上拼装焊接,同一坡度方向的骨架应在一个面上。骨架制作安装好后,应清除骨架表面上尘土、铁屑、油污等。根据图纸要求,再补刷防锈漆,待防锈漆彻底干透后,然后再刷面漆及保护漆等。对于屋面的金属骨架,涂装一般采用手工刷涂和空气喷涂法两种。

转炉自动化,工业自动化生产工艺。典型的氧气转炉自动化系统由过程控制计算机、微型计算机和各种自动检测仪表、电子称量装置等部分组成。按设备配置和工艺流程分为供氧系统,主、副原料系统,副枪系统,煤气回收系统,成分分析系统和计算机测控系统。张家界专业转炉炉体中段厂家有些大型的转炉自动化系统除了有转炉本身的控制系统外,还包括有铁水预处理系统、钢水脱气处理系统和铸锭控制系统等。氧气转炉冶炼周期短、产量高、反应复杂,但用人工控制钢水终点温度和含碳量的命中率不高,精度也较差。为了充分发挥氧气转炉快速冶炼的优越性,提高产量和质量,降低能耗和原料消耗,需要完善的自动化系统对它进行控制。供氧系统编辑在转炉吹炼中,供氧系统主要用于控制吹氧量和氧枪位置(即氧枪与钢水液面的距离),完成以下功能: ①测量氧气压力、流量、氧耗量、氧纯度等参数,并对氧流量进行闭环控制。②测量氧枪冷却水温度、压力和流量。③采用电子逻辑或微型机控制装置在吹炼不同阶段改变氧枪位置,其定位精度为±10毫米。主、副原料系统编辑转炉主原料(铁水和废钢)和副原料(石灰、白云石、矿石、萤石、铁皮等)的称重误差和成分误差,直接影响炼钢终点命中率和钢的质量。这个统用以保证主、副原料的准确称量。张家界专业转炉炉体中段厂家它包括 3个部分。①电子秤:用以对铁水、废钢、铁合金和钢水进行称重,并能自动去皮;②副原料称重和上料控制:当高位料仓中的副原料用光时,可自动地将地下料仓的副原料送入高位料仓,它采用料位检测器检出料仓料位信号,用皮带秤称重,用电子逻辑或微型机控制上料;③副原料自动配料控制:根据人工设定和计算机设定的副原料的配比,入炉副原料由料斗秤称量后自动按量装入。副枪系统编辑吹炼过程中用于测量钢水温度和含碳量的检测装置,主要包括两个部分。①测温定碳装置:它由测温定碳和测液面复合探头、温度和碳变送器、微型机和阴极射线管显示器等组成。测试时,副枪将探头插入钢水内测温、取样,测出的温度和含碳量信号经微型机处理后,在显示器上显示并传送到过程计算机。②副枪顺序控制装置:它由探头、电子逻辑线路或微型机构成。副枪系统自动给出所需的探头,自动装探头,检查探头是否接通,然后自动快速下枪,移动到变速点时则由快速改成慢速,当移动到测试点时便准确停车,定位精度为±10毫米。待取样完成后,快速提升,到变速点时改为慢速提升,到达最高点时则自动停车。待定碳信号出现后,则自动拔掉旧探头。煤气回收系统编辑用以保证煤气回收正常运行,它由各种变送器、分析仪和微型机组成。首先进行炉口微压差(±50帕)测量和自动控制,炉中微压差经变送器变成标准电信号后,由调节器控制煤气管道的闸板阀,使炉口保持正压,防止吸入空气。其次进行煤气中CO、O2含量的分析和CO回收的自动控制,采用红外线CO分析仪、磁氧分析仪(精度为±1%)或质谱仪分析CO、O2含量,用可编程序控制器来控制煤气回收的操作。最后进行煤气流量测量。所用方法是先在废气管道中取出差压信号,然后再用差压变送器将此信号变为电信号进行测量。成分分析系统编辑用直读光谱仪或 X荧光分析仪来分析铁水和钢水的成分。 X荧光还能分析矿石、炉渣的成分。专用计算机对分析值进行处理后将结果打印出来,并将它们传送到过程控制计算机,为控制作准备。钢水中的溶氧量则用氧化锆定氧探头测出。


