
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南
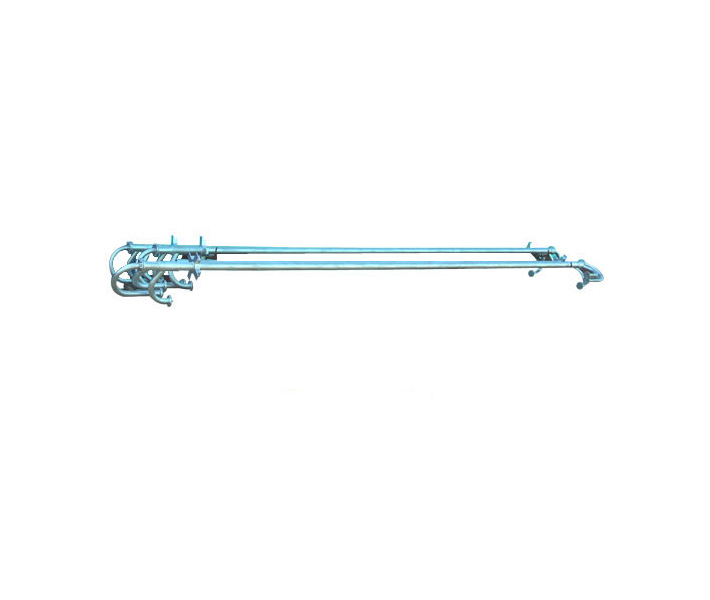
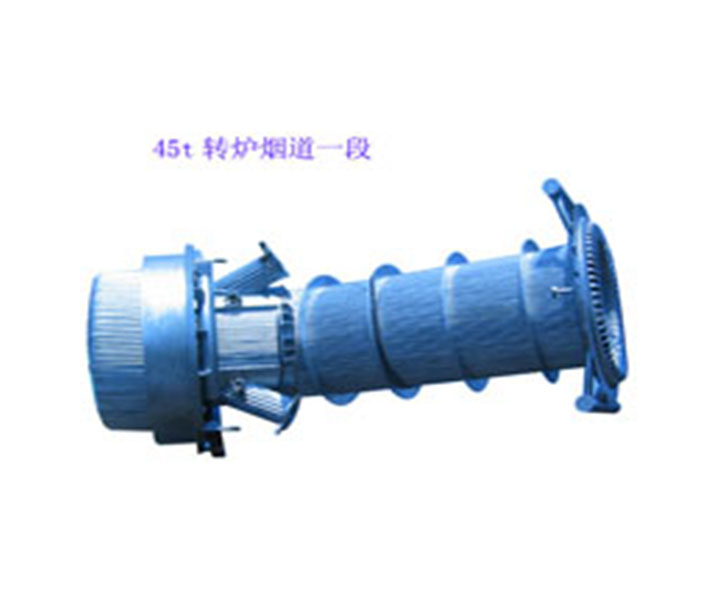
转炉汽化烟道(也称为余热锅炉)是转炉炼钢的主要配套设备之一,该设备在工作时要最大限度地收集高温烟气,承受最高的炉气温度与剧烈频繁的温度变化,同时工况最为恶劣,最容易粘结喷溅的钢渣。一种炼钢转炉用汽化冷却烟道,包括:活动烟罩、炉口固定段烟道、中间段烟道和末段烟道,活动烟罩置于转炉上方,活动烟罩、炉口固定段烟道、中间段烟道和末段烟道依次顺序连接,其特征在于:活动烟罩和炉口固定段烟道的上气泡和下联箱之间的循环水回路中增置一循环泵,炉口固定段烟道与中间段烟道之间采用膨胀节连接,中间段烟道与末段烟道连接处采用小直段斜弯管式连接结构,活动烟罩和炉口固定段烟道内表面涂有镍-铬涂层。本发明能使管内水流动始终保持充足、在烟道长度方向可以伸缩、能有效解决烟道平直段汽水分层问题和烟道内表面粘渣和烟气冲刷问题。

一、 用途铁水包用于铸造车间浇注作业,在炉前承接铁液后,由行车运到铸型处进行浇注二、主要技术参数及外形尺寸1、吊包形式,双向回转式 。2、减速箱形式,双蜗轮副传动 。3、速比(如图表)。4、外形尺寸(如图表)。三、特点1、合理选择了回转中心,操作方便,浇注完毕后基本可自行复作。2、采用双蜗轮副传动。虽然制造要求高,但传动灵活自如,双向可逆性好。3、吊杆采用锻件,比钢板焊接件可靠安全。4、包体钢板较厚,包底结构采用锥度、底箍、焊接相结合的三重保险、即延长了使用寿命,又确保了操作者的安全。5、主体与吊杆、减速箱与手轮,均装有较链卡板可随时锁定。6、两耳轴与吊杆向装有调心轴承,一致性好。使用维护编辑1、搪耐火泥,其厚度为:0.5吨~ 3吨侧壁60毫米底部 80 毫米 ;5 吨侧壁80毫米底部100 毫米 ;10吨侧壁100毫米底部120毫米 ;10吨以上侧壁150 毫米底部毫米 ;2、 检查手轮,应活自如,无卡阻现象。3、 两耳轴滚动轴承内,每周加二硫化钼润滑脂一次。4、 检查手轮锁定卡板是否安全可靠。5、 检查减速箱内是否缺油,每周检查一次。6、 使用年久,发现蜗轮副间隙增大,有碍安全浇注时,应更换蜗轮副。
齿轮到底转动几下可以知道命运的轨迹?螺丝和螺母之间的缝隙能容纳多少的误差?冷酷的机械其实也可以代替你表达更真实的情感。在生活中,我们可以发现许多男人对机械的情结是深入骨髓的。在方大九钢,就有这样一位热爱机械,与机械结下不解之缘的技术人员,他就是“全国民营钢铁工匠”荣誉的获得者、中国工会第十七次代表大会代表——宋江涛。与生俱来的机械情缘2008年8月,23岁的宋江涛从湖南工业大学毕业,大学主修机械设计制造及其自动化专业的他,被分配到萍钢公司参加工作,同年12月调入九钢,先后在原维修厂、炼钢厂从事生产设备维护管理及技术改造工作。宋江涛出生于一个普通的农村家庭,家里的长辈经常和他说,他很小的时候就喜欢一个人静静地研究和琢磨各种机械,家里、邻居的玩具没少被他拆,他甚至懂得用一节电池串联灯泡使之发光;对机械的专注与热爱仿佛就像与生俱来一般,一鼓捣就停不下来。他也常常利用家里仅有的零部件对着课本上的说明制作一些小手工,比如电磁铁、简易电动机、电动玩具车、螺旋桨小船、可转向滑板小车等,乐此不疲,印象最深的莫过于制作简易电动机,经历数次失败后,当通电线圈伴随着嗡嗡的声响飞速旋转起来的那一刹那,那种成就感充斥内心,满足感更是无法形容。

我们知道通常帝王下葬的时候,所选用的棺木一般是金丝楠木,我国故宫的主要建筑也都是用金丝楠木作为主要材料,龙椅更是要找金丝楠木中的上品来制作,在木材界我们知道一般有楠、樟、梓、椆的说法,而其中楠木更是位居其首,楠木这么受到皇家欢迎的几个原因是这种木材十分耐腐,就算埋在地下几千年都不会腐烂,考古时候常常能碰到这种金丝楠木棺材完好无损的状态,但是楠木并不是硬度最大的木,世界有一种木材硬度超过钢铁,子弹都打不穿,被称为木王,由于太过坚硬,以至于在古代机械化水平不足的情况下,难以进行加工,今天我们就来了解一下吧!铁桦树,是一种生长在海拔700米左右山地的树,主要分布在一些比较寒冷的地方,在俄罗斯、日本、朝鲜、辽宁北部、浙江西部等地都有分布,由于铁桦树非常非常地坚硬,其硬度是钢铁的两倍,所以它可以用来制作航天的配件以及代替钢铁使用,比如可以用于汽车游轮的配件,甚至子弹都不能打穿它,世界最好的茶几都是用铁桦木来制作的。
废钢是钢铁工业的绿色原料转炉炉体制作专业邵阳,随着取缔“地条钢”和国家对环保的严格要求,各大钢铁企业都在大力提高废钢比。目前,我国电炉钢的比例还不到10%,转炉流程仍是我国产钢的主流程,因此有必要开发高效、清洁的转炉流程提高废钢比技术。目前,转炉流程大生产中采用的提高废钢比的手段主要有:废钢预热(铁水包预热、转炉炉前及炉后预热等)、转炉加入补热剂(焦炭、焦丁、FeSi、SiC等)。但上述两类提高废钢比的技术均有一定的不足:前者需要专门的加热设备转炉炉体制作专业邵阳,后者往往以牺牲钢水质量为代价。此外,国外还开发了KMS工艺,但因存在喷粉元件寿命短等不足,并没有在大生产中广泛应用。因此,如何在不污染钢液的前提下提高转炉废钢比,已成为亟须解决的关键共性难题。此外,单转炉超40%的大废钢比技术也一直是冶金工作者关注的热点课题。 转炉二次燃烧氧枪是一种在不污染钢液的前提下提高转炉废钢比的技术。二次燃烧氧枪是在传统炼钢氧枪的基础上,通过设计合理的副孔,使主孔射出氧气射流进行脱碳反应,利用副孔射出的氧气射流与炉内一氧化碳燃烧产生大量的热量,使转炉自身热量得到较充分利用,进而提高转炉废钢比。尽管国内外已对转炉二次燃烧氧枪技术进行了大量研究,且有的已达到工业应用水平,但目前国外关于该技术在大工业生产中规模化应用的报道很少,而国内目前还未见该技术的大生产规模化应用。因此,转炉炉体制作专业有必要对二次燃烧氧枪技术进行深入研究并使其实现工业化应用。本文首先进行了提高废钢比的转炉二次燃烧氧枪技术大生产规模化应用研究;在此基础上,基于二次燃烧氧枪技术,研究者提出了一种废钢比超过40%的单转炉大废钢比技术,并通过大生产试验,验证了其大生产应用的可行性,为其大生产规模化应用奠定了基础。

轧钢机,是实现金属轧制过程的机械设备。泛指完成轧材生产全过程的装备﹐包括有主要设备﹑辅助设备﹑起重运输设备和附属设备等。但一般所说的轧机往往仅指主要设备。工作机座由轧辊﹑轧辊轴承﹑机架﹑轨座﹑轧辊调整装置﹑上轧辊平衡装置和换辊装置等组成。轧辊是使金属塑性变形的部件 。轧辊轴承支承轧辊并保持轧辊在机架中的固定位置。轧辊轴承工作负荷重而变化大﹐因此要轧钢机求轴承摩擦系数小﹐具有足够的强度和刚度﹐而且要便于更换轧辊。不同的轧机选用不同类型的轧辊轴承。滚动轴承的刚性大﹐摩擦系数较小﹐但承压能力较小﹐且外形尺寸较大﹐多用于板带轧机工作辊。滑动轴承有半干摩擦与液体摩擦两种。半干摩擦轧辊轴承主要是胶木﹑铜瓦﹑尼龙瓦轴承﹐比较便宜﹐多用于型材轧机和开坯机。液体摩擦轴承有动压﹑静压和静 - 动压三种。优点是摩擦系数比较小﹐承压能力较大﹐使用工作速度高﹐刚性好﹐缺点是油膜厚度随速度而变化。液体摩擦轴承多用于板带轧机支承辊和其它高速轧机。轧机机架由两片“牌坊”组成以安装轧辊轴承座和轧辊调整装置﹐需有足够的强度和钢度承受轧制力。机架形式主要有闭式和开式两种。闭式机架是一个整体框架﹐具有较高强度和刚度﹐主要用于轧制力较大的初轧机和板带轧机等。开式机架由机架本体和上盖两部分组成﹐便于换辊﹐主要用于横列式型材轧机。此外﹐还有无牌坊轧机。轧机轨座于安装机架﹐并固定在地基上﹐又称地脚板。承受工作机座的重力和倾翻力矩﹐同时确保工作机座安装尺寸的精度。轧辊调整装置用于调整辊缝﹐使轧件达到所要求的断面尺寸。上辊调整装置也称“压下装置”﹐有手动﹑电动和液压三种。手动压下装置多用在型材轧机和小的轧机上。电动压下装置包括电动机﹑减速机﹑制动器﹑压下螺丝﹑压下螺母﹑压下位置指示器﹑球面垫块和测压仪等部件﹔它的传动效率低﹐运动部分的转动惯性大﹐反应速度慢﹐调整精度低。70 年代以来﹐板带轧机采用 AGC(厚度自动控制) 系统后﹐在新的带材冷﹑热轧机和厚板轧机上已采用液压压下装置﹐具有板材厚度偏差小和产品合格率高等优点。上轧辊平衡装置用于抬升上辊和防止轧件进出轧辊时受冲击的装置。形式有﹕弹簧式﹑多用在型材轧机上﹔重锤式﹐常用在轧辊移动量大的初轧机上﹔液压式﹐多用在四辊板带轧机上。为提高作业率﹐要求轧机换辊迅速﹑方便。换辊方式有 C 形钩式﹑套筒式﹑小车式和整机架换辊式四种。用前两种方式换辊靠吊车辅助操作﹐而整机架换辊需有两套机架﹐此法多用于小的轧机。小车换辊适合于大的轧机﹐有利于自动化。目前﹐轧机上均采用快速自动换辊装置﹐换一次轧辊只需 5 ~ 8 分钟。传动装置由电动机﹑减速机﹑齿轮座和连接轴等组成。齿轮座将传动力矩分送到两个或几个轧辊上。辅助设备包括轧制过程中一系列辅助工序的设备。如原料准备﹑加热﹑翻钢﹑剪切﹑矫直﹑冷却﹑探伤﹑热处理﹑酸洗等设备。起重运输设备吊车﹑运输车﹑辊道和移送机等。附属设备有供﹑配电﹑轧辊车磨﹐润滑﹐供﹑排水﹐供燃料﹐压缩空气﹐液压﹐清除氧化铁皮﹐机修﹐电修﹐排酸﹐油﹑水﹑酸的回收﹐以及环境保护等设备。轧机的命名按轧制品种﹑轧机型式和公称尺寸来命名。“公称尺寸”的原则对型材轧机而言﹐是以齿轮座人字齿轮节圆直径命名﹔初轧机则以轧辊公称直径命名﹔板带轧机是以工作轧辊辊身长度命名﹔钢管轧机以生产最大管径来命名。有时也以轧机发明者的名字来命名 (如森吉米尔轧机)。轧机的选择按生产的产品品种﹑规格﹑质量和产量的要求来选定成品或半成品轧机的类型和尺寸﹐并配备必要的辅助﹑起重运输和附属设备﹐然后根据各种因素的要求最后加以平衡选定。轧机动力设施1590 年英国开始用水轮机拖动轧辊﹐直到 1790 年还有用水轮机配以石制飞轮拖动四辊式钢板轧机的 (图 4 水轮机拖动的钢板轧机)。1798 年英国开始用蒸汽机拖动轧机。现代的轧机均为直流或交流电动机拖动﹐有单机拖动﹐也有通过齿轮成组拖动。轧机的分类轧机可按轧辊的排列和数目分类﹐可按机架的排列方式分类﹐也可按生产的产品分类﹐分别列于表 1 轧机按轧辊的排列和数目分类﹑表 2 轧机按机架排列方式分类和表 3 轧机按生产产品分类。轧机的发展现代轧机发展的趋向是连续化﹑自动化﹑专业化﹐产品质量高﹐消耗低。60 年代以来轧机在设计﹑研究和制造方面取得了很大的进展﹐使带材冷热轧机﹑厚板轧机﹑高速线材轧机﹑ H 型材轧机和连轧管机组等性能更加完善﹐并出现了轧制速度高达每秒钟 115 米的线材轧机﹑全连续式带材冷轧机﹑ 5500 毫米宽厚板轧机和连续式 H 型钢轧机等一系列先进设备。轧机用的原料单重增大﹐液压 AGC ﹑板形控制﹑电子计算器过程控制及测试手段越来越完善﹐轧制品种不断扩大。一些适用于连续铸轧﹑控制轧制等新轧制方法﹐以及适应新的产品质量要求和提高经济效益的各种特殊结构的轧机都在发展中。(见彩图 鞍山钢铁公司初轧厂连轧机组生产情景 ﹑ 初轧坯的定尺切断设备── 2000 吨大剪 ﹑ 板坯初轧机在轧制板坯 ﹑ 上海第五钢铁厂初轧车间均热炉出钢 ﹑ 中国制造的 4200 毫米厚板轧机 ﹑ 宽厚钢板的热矫直机 ﹑ 钢板粗轧机前的高压水除铁鳞机 ﹑ 2300 毫米钢板轧机生产场面 ﹑ 1700 毫米带钢热轧机主控室 ﹑ 带钢冷轧机正在生产 ﹑ 带钢冷轧机生产的成品──钢卷 ﹑ 带钢的热镀锌机组 ﹑ H 形宽边工字钢轧钢机 ﹑ 中型轧钢厂 ﹑ 型材定尺切断的主要方法──热锯 ﹑ 大型轧钢厂的钢轨冷床 ﹑ 保证线材性能的线材散卷冷却 ﹑ 轧制线材的新式 45° 无扭精轧机 ﹑ 小型轧钢机的围盘。横列式小型轧机的重要辅助设备 ﹑ 线材轧机的成品收取设备──线材卷取机 ﹑ 轧制直径 140 毫米无缝钢管的自动轧管机 ﹑ 70 年代制成的大直径钢管﹐直径 2540 毫米 ﹑ 现代管材生产方法之一──大直径螺旋焊管 ﹑ 无缝钢管厂保证钢管尺寸精度的均整机 ﹑ 无缝钢管坯正在穿孔 ﹑ 轧制箔材用的森吉米尔 20 辊轧机 ﹑ 火车车轮和轮箍轧机的工作情景 ﹑ 中国制造的大型锻压设备── 32000 吨水压机 ﹑ 新型塑性加工设备──精锻机 ﹑ 3000 吨卧式挤压机 ﹑ 铝箔轧机 ﹑ 品类繁多的轧辊﹐用于轧制各种产品 ﹑ 铝连续铸轧机)


