
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南
【5月唐山钢企高炉、转炉限产达50%】4月29日,唐山市政府发布《5月份全市大气污染防治强化管控方案》。对工业企业采取限产减排措施,其中,曹妃甸区首钢京唐公司、文丰钢铁,乐亭县唐钢中厚板、德龙钢铁,丰南区纵横钢铁停20%以上的烧结机竖炉、石灰窑、高炉、转炉生产装备。禁止将已经拆除、淘汰、长期停产的生产装备作为减排停产基数。各县(市)区政府要于4月30日12时前将5月份钢铁企业生产装备生产计划报市生态办审核备案,备案后严禁擅自调整。(我的钢铁网)
高炉成本: 铁水成本=(1.6×铁矿石+0.45×焦炭)/0.9=2310.5 粗钢吨制造成本=(0.96×生铁+0.1×废钢)/0.82=3017.17 螺纹钢的轧制成本为150元/吨 螺纹成本=3017.17+150=3167.17元 电炉成本: 假设废钢的使用量占到70%,铁水占30%,1.13吨原料出一吨钢 1.13*(0.7*2560+0.3*2310.5)=2808.2元/吨 辅料=890 螺纹钢的轧制成本为150元/吨 螺纹成本=3848.2 上面电炉钢的辅料里电极用的是吨钢3kg,均价150/kg,如果调整到电极2kg/吨那么上面电炉成本是 辅料=740 螺纹钢的轧制成本为150元/吨 螺纹成本=3698.2元 一吨电炉钢使用具体多少电极没有同一的标准。以上成本数据里面没有包含人工及三项费用成本,铁矿石695,焦炭2150,废钢2560这些都是1月5日的数据。 上面高炉和电炉成本的计算公式参考的,我的钢铁网2013-09-26的文章《从电炉炼钢成本看废钢现状》里的计算公式。

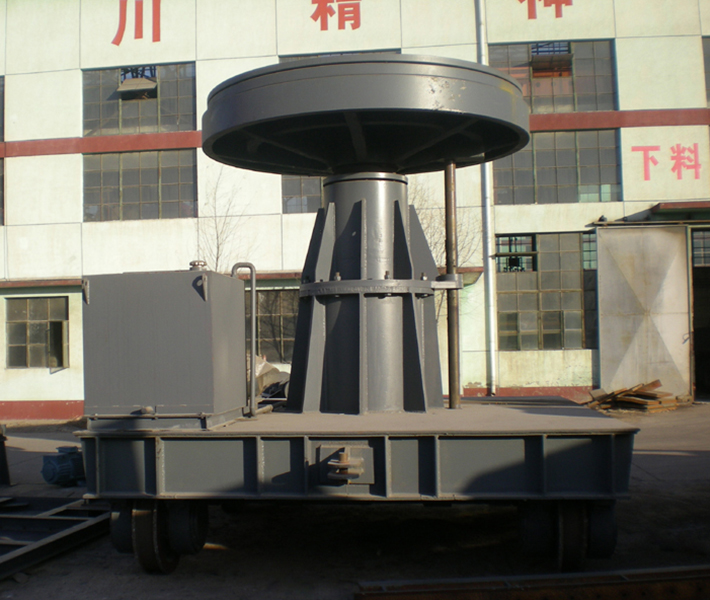
一、 用途铁水包用于铸造车间浇注作业,在炉前承接铁液后,由行车运到铸型处进行浇注二、主要技术参数及外形尺寸1、吊包形式,双向回转式 。2、减速箱形式,双蜗轮副传动 。3、速比(如图表)。4、外形尺寸(如图表)。定制转炉成套工程制作北京三、特点1、合理选择了回转中心,操作方便,浇注完毕后基本可自行复作。2、采用双蜗轮副传动。虽然制造要求高,但传动灵活自如,双向可逆性好。3、吊杆采用锻件,比钢板焊接件可靠安全。4、包体钢板较厚,包底结构采用锥度、底箍、焊接相结合的三重保险、即延长了使用寿命,又确保了操作者的安全。5、主体与吊杆、减速箱与手轮,均装有较链卡板可随时锁定。6、两耳轴与吊杆向装有调心轴承,一致性好。使用维护编辑1、搪耐火泥,其厚度为:0.5吨~ 3吨侧壁60毫米底部 80 毫米 ;5 吨侧壁80毫米底部100 毫米 ;10吨侧壁100毫米底部120毫米 ;10吨以上侧壁150 毫米底部毫米 ;2、 检查手轮,应活自如,无卡阻现象。3、 两耳轴滚动轴承内,每周加二硫化钼润滑脂一次。4、 检查手轮锁定卡板是否安全可靠。5、 检查减速箱内是否缺油,每周检查一次。6、 使用年久,发现蜗轮副间隙增大,有碍安全浇注时,应更换蜗轮副。

转炉自动化,工业自动化生产工艺。典型的氧气转炉自动化系统由过程控制计算机、微型计算机和各种自动检测仪表、电子称量装置等部分组成。按设备配置和工艺流程分为供氧系统,主、副原料系统,副枪系统,煤气回收系统,成分分析系统和计算机测控系统。有些大型的转炉自动化系统除了有转炉本身的控制系统外,还包括有铁水预处理系统、钢水脱气处理系统和铸锭控制系统等。氧气转炉冶炼周期短、产量高、反应复杂,但用人工控制钢水终点温度和含碳量的命中率不高,精度也较差。为了充分发挥氧气转炉快速冶炼的优越性,提高产量和质量,降低能耗和原料消耗,需要完善的自动化系统对它进行控制。供氧系统编辑在转炉吹炼中,供氧系统主要用于控制吹氧量和氧枪位置(即氧枪与钢水液面的距离),完成以下功能: ①测量氧气压力、流量、氧耗量、氧纯度等参数,并对氧流量进行闭环控制。②测量氧枪冷却水温度、压力和流量。③采用电子逻辑或微型机控制装置在吹炼不同阶段改变氧枪位置,其定位精度为±10毫米。主、副原料系统编辑转炉主原料(铁水和废钢)和副原料(石灰、白云石、矿石、萤石、铁皮等)的称重误差和成分误差,直接影响炼钢终点命中率和钢的质量。这个统用以保证主、副原料的准确称量。它包括 3个部分。①电子秤:用以对铁水、废钢、铁合金和钢水进行称重,并能自动去皮;②副原料称重和上料控制:当高位料仓中的副原料用光时,可自动地将地下料仓的副原料送入高位料仓,它采用料位检测器检出料仓料位信号,用皮带秤称重,用电子逻辑或微型机控制上料;③副原料自动配料控制:根据人工设定和计算机设定的副原料的配比,入炉副原料由料斗秤称量后自动按量装入。副枪系统编辑吹炼过程中用于测量钢水温度和含碳量的检测装置,主要包括两个部分。①测温定碳装置:它由测温定碳和测液面复合探头、温度和碳变送器、微型机和阴极射线管显示器等组成。测试时,副枪将探头插入钢水内测温、取样,测出的温度和含碳量信号经微型机处理后,在显示器上显示并传送到过程计算机。②副枪顺序控制装置:它由探头、电子逻辑线路或微型机构成。副枪系统自动给出所需的探头,自动装探头,检查探头是否接通,然后自动快速下枪,移动到变速点时则由快速改成慢速,当移动到测试点时便准确停车,定位精度为±10毫米。待取样完成后,快速提升,到变速点时改为慢速提升,到达最高点时则自动停车。待定碳信号出现后,则自动拔掉旧探头。煤气回收系统编辑用以保证煤气回收正常运行,它由各种变送器、分析仪和微型机组成。首先进行炉口微压差(±50帕)测量和自动控制,炉中微压差经变送器变成标准电信号后,由调节器控制煤气管道的闸板阀,使炉口保持正压,防止吸入空气。其次进行煤气中CO、O2含量的分析和CO回收的自动控制,采用红外线CO分析仪、磁氧分析仪(精度为±1%)或质谱仪分析CO、O2含量,用可编程序控制器来控制煤气回收的操作。最后进行煤气流量测量。所用方法是先在废气管道中取出差压信号,然后再用差压变送器将此信号变为电信号进行测量。成分分析系统编辑用直读光谱仪或 X荧光分析仪来分析铁水和钢水的成分。 X荧光还能分析矿石、炉渣的成分。专用计算机对分析值进行处理后将结果打印出来,并将它们传送到过程控制计算机,为控制作准备。钢水中的溶氧量则用氧化锆定氧探头测出。


