
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南
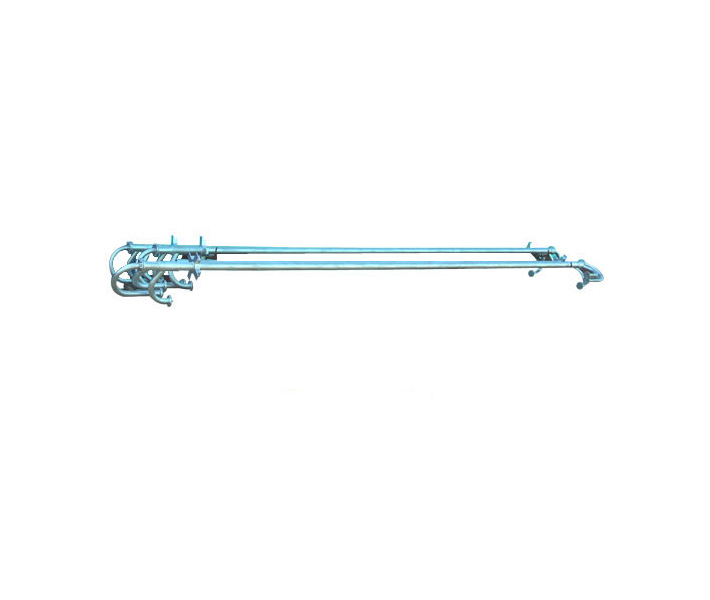
钢水包结构特点:结构形式有塞杆式及滑动水口式,龙门架配有脱勾式及轴承式两种,其中塞杆式钢包的升降机构中置有滑杆间隙消除机构,以保证多次使用后,塞杆中心与水口中心的一致性。廊坊定制转炉炉体中段厂家使用维护1、按图中参考尺寸砌耐火砖,砖缝用耐火泥嵌封。2、使用前应仔细检查各联结部位是否牢固,各受力部位有无裂纹及松动现象,传动部位是否灵活可靠,在明确浇包没有任何损伤后,严格按操作规程使用。3、塞杆式钢水包应调节煞铁螺栓,进行对中调试。滑动水口式钢水包应调节水口螺栓,使两滑动面接触良好。4、脱钩式龙门架应在起吊时检查两吊勾是否处于工作状态。5、承接钢水起吊前,应将大卡板锁定,使用时应注意各部分是否处于正常状态,如发现异常情况应立即停机检修。6、各传动机构、滑动部位应保证润滑良好,经常注油润滑。7、浇包大修期 2 年,其工作时间不超过 5500 小时,同进在大修期内应该常检查各机件的磨损情况。
槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。 产槽钢的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c 予以区别,如25#a 25#b 25#c等。

根据图纸尺寸将 C 型钢(或方通)用砂轮切割机截成合适要求的长度,然后焊接骨架。焊接工序使用交流弧焊机、E43 系列,为防止咬肉和焊头等缺陷,采用小电流及较小直径焊条(2.5-3.0mm)施焊。并使用辅助夹具和卡具,保证结构的几何尺寸的准确。钢骨架用水准仪配合钢丝线进行检测矫正。制作过程中应随时测量及矫正,变形要控制在允许范围之内。骨架和支托盘面焊接在一起,骨架制作可将骨架拼装焊接一部分,然后抬到支托盘上焊接牢固,也可直接在支托盘上拼装焊接,同一坡度方向的骨架应在一个面上。骨架制作安装好后,应清除骨架表面上尘土、铁屑、油污等。根据图纸要求,再补刷防锈漆,待防锈漆彻底干透后,然后再刷面漆及保护漆等。对于屋面的金属骨架,涂装一般采用手工刷涂和空气喷涂法两种。

为消除对大气环境的污染,必须进一步做好烟尘处理,积极采用干法除尘技术,节约水资源。回收能源介质的高效利用都有许多项目需要认真研发。努力将炼钢厂建设成为无污染、零排放的绿色工厂3.2、吹炼终点动态控制技术终点控制是炼钢操作的技术关键。国内钢铁企业多采用人工经验控制,无法满足洁净钢和高品质钢种生产的质量要求。因此,尽快采取措施提高炼钢终点的控制精度和命中率已成为当前国内炼钢生产中迫切需要解决的技术问题。提高转炉炼钢终点控制水平的关键技术主要有以下两点。1)优化复吹工艺,促进钢渣平衡,稳定终点操作; 2)采用计算机终点动态控制技术,实现不倒炉出钢及提高出钢口寿命,缩短出钢时间,进而缩短转炉辅助作业时间,也是提高转炉生产效率的重要技术措施。3.3转炉高效吹炼工艺 近年来,国内各大钢企陆续开展了提高转炉生产效率,加大供氧强度,实现平稳吹炼的技术研究,并开发出一整套转炉高效冶炼技术,使转炉生产效率大幅提高。采用以下技术有利于进一步提高供氧强度,从而使转炉生产效率得到提高。1)提高我国转炉底吹搅拌强度,优化底吹搅拌工艺,保证全炉役内底吹效果,并结合该工艺进行转炉长寿技术研究;2)大幅减少渣量,对于少渣冶炼转炉,由于渣量减少可大幅提高供氧强度;3)优化改进氧枪结构,加快研发集束氧枪在转炉中应用、CO2和高比例CaCO3在转炉生产中的应用等全新工艺与装备,提高喷枪化渣速度,减少熔池喷溅和避免产生大量FeO粉尘是大幅提高供氧强度的关键。1)我国小型转炉目前还有相当大的比例,与精炼、连铸的匹配关系还有待优化。

氧枪的结构及性能在很大程度上决定着氧气炼钢的效果。特别是对于顶吹氧气转炉炼钢过程,氧枪起着主导全局的作用。它支配着氧气射流与熔池的接触面积、氧气射流的穿透深度、熔池的搅拌状态、元素的氧化程度、熔池的升温速度、渣中氧化铁含量等重要工艺因素,因而对化渣、喷溅、杂质的去除、转炉炼钢终点控制以及各项炼钢技术经济指标都起着重要作用。氧枪由喷头、枪身和枪尾三部分构成。喷头由工业纯铜制造,是氧枪的最重要的部分。是几种喷头的结构,a、b、c为氧气转炉用喷头,高压氧(0.6~1.0MPa)由内管供入,在喷头处分流进入若干个先收缩后扩张的拉瓦尔型喷嘴,一般中小转炉采用3个喷嘴,称为三孔喷头,大炉子(100t以上)用4~6个喷嘴。为了使炼钢产生的CO气在炉内燃烧成CO2(二次燃烧)的比例增大,需应用双流喷头或分流喷头。双流喷头有利于主氧流和副氧流比值的调节,但要在枪身处增加一层副氧流道。平炉和电弧炉所用喷头,氧气沿内管和中管间的空隙流入,喷嘴为直圆筒形,但孔数较多,而且和中心线的夹角也大得多。枪身为3根(双流氧枪为4根)同心的无缝钢管,下端连接喷头,上端和枪尾相连。枪尾包括供氧、进水和排水支管及连接法兰和密封胶圈,通过枪尾和车间的氧气管网和高压水管网相连接。


