
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

钢铁行业的生产有三个流程,即高炉转炉流程、电炉流程、特种熔炼。高炉、转炉流程称为长流程,生产的钢称为转炉钢,它是以铁矿(590, -14.50, -2.40%)石和焦炭(1872, -37.50, -1.96%)为主要原料冶炼成铁水,再由转炉冶炼成钢;电炉流程称为短流程,生产的钢称为电炉钢,它以废钢为主要原料冶炼成钢。1工艺技术的比较分析转炉流程和电炉流程是钢铁冶金行业两个主要流程,其在炼钢方面的主要差别在于:1) 所用主要钢铁料不同。转炉炼钢主要以铁水为主要原料,还有一般15%左右的废钢,近一年多时间,由于废钢价格低,吨钢利润较高为转炉炼钢用高比例的废钢消耗提供了条件,废钢消耗比例大幅提高,有的甚至高达40%,但存在转炉内热量不足的问题,解决转炉内热量问题是提高废钢比的关键;电炉炼钢主要以废钢为主要原料,还有铁水(生铁)、直接还原铁,脱碳粒铁、碳化铁及复合金属料等废钢替代品。2) 主要能源不同。转炉炼钢主要是铁水的物理热和化学热;电弧炉炼主要是电弧的物理热,废钢预热的物理热、加铁水带来的部分物理热和化学热。3) 主要操作目标不同。转炉炼钢是在给定的时间内完成脱碳、脱磷及温度控制的冶金操作,实现成份(碳、磷)及温度的命中;电炉炼钢是在全废钢的条件下,在给定的时间内完成废钢的升温、熔化和过热等,加铁水等废钢替代品的情况下,也有部分脱碳的要求。另外电弧炉炼钢可分别控制成分和温度。4) 工艺技术进步的方向不同。转炉炼钢主要是通过包括提高供氧强度的高效吹炼技术、碳及温度中率的全自动化吹炼技术、不倒炉出钢的快速出钢技术、采用炉外处理和铁水预处理减轻转炉冶金负荷等措施,实现转炉生产高效化;通过接近平衡的冶炼工艺、高效脱磷工艺、出钢挡渣技术,实现产品的洁净化,通过少渣冶炼与炉渣返回、使用合金元素熔融还原(Cr、Mn)矿、干法除尘用水减量化,煤气余热回收等技术,实现低成本及负能炼钢。电炉炼钢主要是通过强化供能(包括强化供电和辅助能源),采用“环境友好型” 废钢预热系统预热废钢和加铁水工艺,增加物理热和化学热;采用不开炉盖及出钢时仍能通电的连续冶炼技术,有效地减少非通电时间;50%左右或更高的大留钢量平熔池冶炼技术,减少冶炼过程电弧辐射对耐火材料的损害;降低电极消耗。以上技术的应用,缩短冶炼周期,实现高效化生产,降低吨钢能耗。5) 冶金质量方面的差异。钢中的残余元素(Cu、Ni、Mo、As、Sb、Bi、Sn)不同,电弧炉炼钢由于废钢多次循环使用,造成钢中残余元素含量高;钢中氮含量不同,电弧炉炼钢由于电弧区空气电离增氮及原料中氮含量高,造成钢中氮含量高。
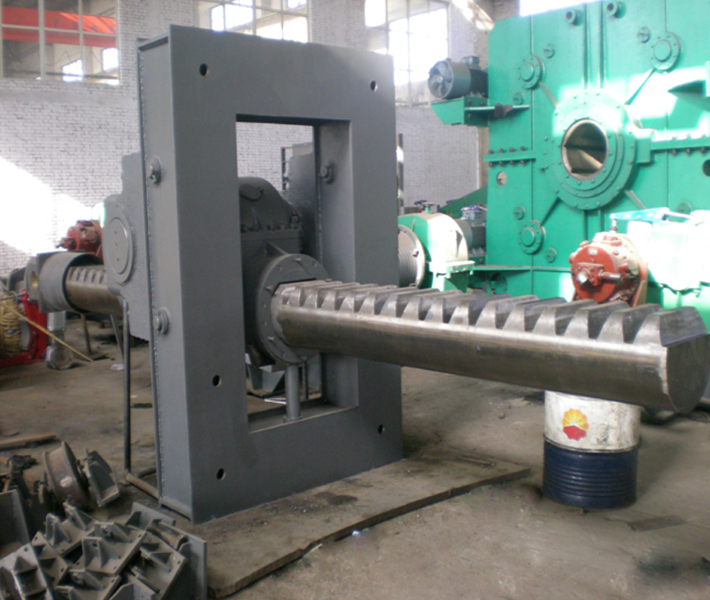
氧枪的结构及性能在很大程度上决定着氧气炼钢的效果。特别是对于顶吹氧气转炉炼钢过程,氧枪起着主导全局的作用。鞍山转炉炉体下段它支配着氧气射流与熔池的接触面积、氧气射流的穿透深度、熔池的搅拌状态、元素的氧化程度、熔池的升温速度、渣中氧化铁含量等重要工艺因素,因而对化渣、喷溅、杂质的去除、转炉炼钢终点控制以及各项炼钢技术经济指标都起着重要作用。氧枪由喷头、枪身和枪尾三部分构成。喷头由工业纯铜制造,是氧枪的最重要的部分。是几种喷头的结构,a、b、c为氧气转炉用喷头,高压氧(0.6~1.0MPa)由内管供入,在喷头处分流进入若干个先收缩后扩张的拉瓦尔型喷嘴,一般中小转炉采用3个喷嘴,称为三孔喷头,大炉子(100t以上)用4~6个喷嘴。为了使炼钢产生的CO气在炉内燃烧成CO2(二次燃烧)的比例增大,需应用双流喷头或分流喷头。双流喷头有利于主氧流和副氧流比值的调节,但要在枪身处增加一层副氧流道。平炉和电弧炉所用喷头,氧气沿内管和中管间的空隙流入,喷嘴为直圆筒形,但孔数较多,而且和中心线的夹角也大得多。枪身为3根(双流氧枪为4根)同心的无缝钢管,下端连接喷头,上端和枪尾相连。枪尾包括供氧、进水和排水支管及连接法兰和密封胶圈,通过枪尾和车间的氧气管网和高压水管网相连接。

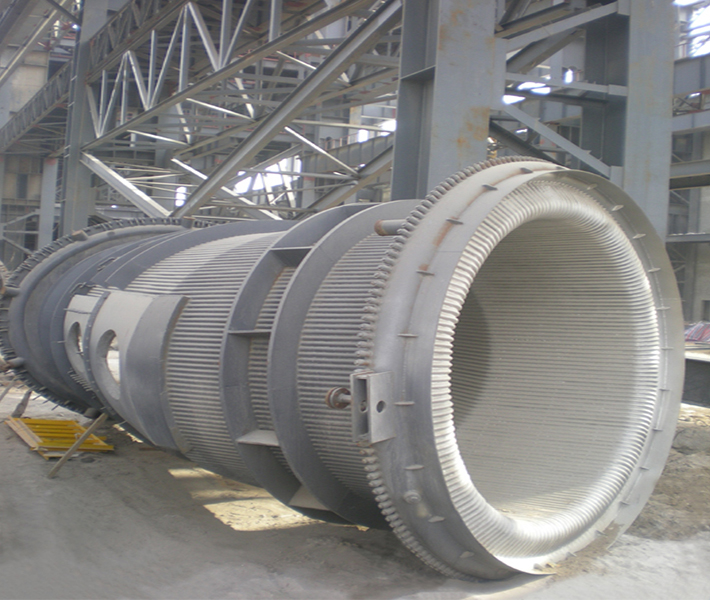
谓转炉炼钢所,就是将铁水、废钢等炼成具有所要求化学成分的钢,并使其具有一定的物理化学性能和力学性能。目前转炉炼钢是世界上最主要的炼钢生产方法。(a)筒球形;(b)锥球形;(c)截锥形转炉的形状主要有筒球型、锥球型和截锥型。转炉炼钢(1)筒球型:熔池形状由一个球缺体和一个圆筒体组成。它的优点是炉型形状简单,砌筑方便,炉壳制造容易。熔池内型比较接近金属液循环流动的轨迹,在熔池直径足够大时,能保证在较大的供氧强度下吹炼而喷溅最小,也能保证有足够的熔池深度,使炉衬有较高的寿命。大型转炉多采用这种炉型。(2)锥球型:熔池由一个锥台体和一个球缺体组成。这种炉型与同容量的筒球型转炉相比,若熔池深度相同则熔池面积比筒球型大,有利于冶金反应的进行。同时,随着炉衬的侵蚀熔池变化较小,对炼钢操作有利。欧洲生铁含磷量相对偏高的国家,较多采用此种炉型。我国2080吨的转炉多采用锥球型,对筒球型与锥球型的适用性,看法尚不一致。有人认为锥球型适用于大转炉(奥地利),有人却认为适用于小转炉(苏联)。但世界上已有的大型转炉多采用筒球型。(3)截锥型:熔池为上大下小的圆锥台。其特点是构造简单且平底熔池便于修砌。这种炉型基本上能满足炼钢反应的要求,适用于小型转炉。我国30吨以下的转炉多用这种炉型。国外转炉容量普遍较大,故极少采用此种形式。
齿轮到底转动几下可以知道命运的轨迹?螺丝和螺母之间的缝隙能容纳多少的误差?冷酷的机械其实也可以代替你表达更真实的情感。在生活中,我们可以发现许多男人对机械的情结是深入骨髓的。在方大九钢,就有这样一位热爱机械,与机械结下不解之缘的技术人员,他就是“全国民营钢铁工匠”荣誉的获得者、中国工会第十七次代表大会代表——宋江涛。与生俱来的机械情缘2008年8月,23岁的宋江涛从湖南工业大学毕业,大学主修机械设计制造及其自动化专业的他,被分配到萍钢公司参加工作,同年12月调入九钢,先后在原维修厂、炼钢厂从事生产设备维护管理及技术改造工作。宋江涛出生于一个普通的农村家庭,家里的长辈经常和他说,他很小的时候就喜欢一个人静静地研究和琢磨各种机械,家里、邻居的玩具没少被他拆,他甚至懂得用一节电池串联灯泡使之发光;对机械的专注与热爱仿佛就像与生俱来一般,一鼓捣就停不下来。他也常常利用家里仅有的零部件对着课本上的说明制作一些小手工,比如电磁铁、简易电动机、电动玩具车、螺旋桨小船、可转向滑板小车等,乐此不疲,印象最深的莫过于制作简易电动机,经历数次失败后,当通电线圈伴随着嗡嗡的声响飞速旋转起来的那一刹那,那种成就感充斥内心,满足感更是无法形容。

钢坯夹钳主要由吊梁、连杆、自动闭锁装置、同步器、钳臂、支板和钳牙七部分组成。吊梁吊梁是与天车钩相连的部件,有吊环卸扣式联接、吊索具式联接和吊耳式联接三种结构。吊环卸扣式联接吊轴,使吊具的受力情况改善,同时也避免了装卸钢坯时的脱钩现象,降低了夹具本身的高度,有利于低矮的场所使用。吊索具式联接吊轴,使夹具的受力较好,但吊具自身的高度大,需在高大的场所使用,在挂吊钩时需用人工进行辅助挂钩。吊耳式联接吊轴,可由吊车司机直接挂钩, 但在吊装作业时需使吊具着地,并下放吊钩直至不受力为止,这样,易导致吊车钩脱钩。连杆连杆是吊梁和钳臂的连接件。自动闭锁装置自动闭锁装置有手动抬杆式、(自动)双钩式、(自动)单钩式、(自动)转锁式等形式。自动闭锁装置是实现钢坯夹具自动开闭的机构。 其动作不需要任何外来动力源,靠夹具自身的重力实现夹具的自动开闭。起闭机构的加油润滑:必须定期(2~3天)加润滑油(或机油),然后上下动作几次,直至润滑完全。严禁加过量的润滑脂润滑!同步器同步器是保证夹具各钳臂同步动作的装置。钳臂钳臂是夹具的主要增力部件,通过它把钢坯夹起。支板支板是钢坯夹具的支撑件。支板支在钢坯的上表面以保证钢坯夹具的启闭机构顺利动作。钳牙钳牙有销轴联接式、燕尾联接式和槽形插接式等结构。钳牙是与钢坯直接接触的主要零件, 决定着钢坯夹具夹持钢坯的可靠性。
槽钢属建造用和机械用碳素结构钢,是复杂断面的型钢钢材,其断面形状为凹槽形。槽钢主要用于建筑结构、幕墙工程、机械设备和车辆制造等。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。 产槽钢的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c 予以区别,如25#a 25#b 25#c等。


