
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

高炉内型特征是:矮胖炉型,减少炉腹角和炉身角,加大死铁层深度;高炉有效容积为3200㎡;采用立式大构架结构,框架柱间距18m×18m;炉体框架平台由一层炉顶平台、一层炉底平台和五层炉身平台组成,各平台之间设有双向走梯。高炉本体是整个炼铁系统最主要设备,发生事故频率高,事故类型多,在实际生产中为危险重点控制对象。其主要危险有害因素如下:(1)火灾、爆炸采集者退散a.开氧气者在氧气阀门附近抽烟或周围有人动火,可能发生火灾。b.风口、渣口及水套,密封性不好,引起煤气泄漏,在有火星、火源的情况下,可能发生火灾、爆炸事故。c.在停电断水情况下,由于事故供水不及时,致使炉内温度过高,发生炉体开裂,引起火灾。d.炉顶压力过高又无法控制,可能导致,炉体爆炸,并引起火灾。e.高炉停吹氧气,可能造成火灾、爆炸事故。f.在高炉休风、检修、停电、停水情况下,由于误操作,可能发生火灾爆炸事故。

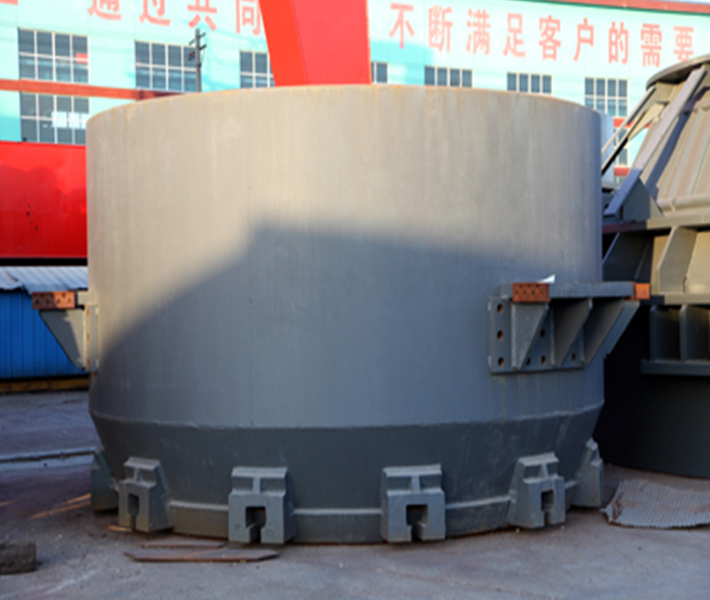
鼓入空气或工业纯氧,使氧气与液态铁水中的碳、硅、锰等元素氧化,以调整钢水的化学成分,并利用氧化时产生的热量来炼钢的设备。鼓入空气的转炉,因炼出的钢质量差,已较少应用。图2为转炉的外形及其配套机械。炼钢所需的造渣剂可从炉顶料仓卸下,经称量后通过密封料仓和流槽加入转炉内。焦作定制转炉安装现场施工整个转炉炉体由圆环形托圈支承,托圈两端的轴由轴承支承。托圈轴与传动机构联接后能使炉体绕轴线作360°回转,以适应转炉加料、出钢、出渣等工艺要求。转炉传动机构的结构形式有落地式、半悬挂式或全悬挂的多点啮合式等,以全悬挂的多点啮合式较为普遍。为了提高转炉炉座利用率,转炉炉体也可做成更换式的。为了防止环境污染和节约能源,在冶炼时从转炉炉口逸出的、含有较多烟尘和大量CO高温炉气,经余热利用烟道生产蒸汽,又经过能回收CO和降低烟气含尘量的除尘系统,使烟气符合排放标准。转炉依氧气喷口在炉体的位置不同可分为顶吹、底吹和侧吹几种,但侧吹转炉应用较少。氧气顶吹转炉在炉口插入水冷氧枪(喷口)供工业纯氧,并以超音速气流喷入熔池进行搅拌和反应。顶吹转炉的容量已达400吨,并有更大型的转炉正在筹建中。底吹转炉的喷口设置在炉底,喷口数目可根据工艺要求而定。 喷口型式有透气(或毛细管式)耐火砖和同心套管式两种。为延长同心套管式喷口寿命,套管之间的环缝可喷入碳氢化合物作为冷却介质,喷口也可在喷入氧气流时带入粉状造渣剂提前化渣去除硫、磷。底吹转炉较适用于高磷铁水的冶炼。在顶吹转炉上结合底吹转炉的优点,将部分氧气或惰性气体从炉底喷入,便成为顶底复合吹炼的转炉,效果较好。为了适应氧化转炉快速操作和环境保护的要求,现代转炉还配有相应的装料、出钢、出渣、渣处理、烟气净化、污水处理和综合利用等配套设备,同时也采用计算机控制,以提高生产的经济效益。

高炉成本: 铁水成本=(1.6×铁矿石+0.45×焦炭)/0.9=2310.5 粗钢吨制造成本=(0.96×生铁+0.1×废钢)/0.82=3017.17 螺纹钢的轧制成本为150元/吨 螺纹成本=3017.17+150=3167.17元 电炉成本: 假设废钢的使用量占到70%,铁水占30%,1.13吨原料出一吨钢 1.13*(0.7*2560+0.3*2310.5)=2808.2元/吨 辅料=890 螺纹钢的轧制成本为150元/吨 螺纹成本=3848.2 上面电炉钢的辅料里电极用的是吨钢3kg,均价150/kg,如果调整到电极2kg/吨那么上面电炉成本是 辅料=740 螺纹钢的轧制成本为150元/吨 螺纹成本=3698.2元 一吨电炉钢使用具体多少电极没有同一的标准。以上成本数据里面没有包含人工及三项费用成本,铁矿石695,焦炭2150,废钢2560这些都是1月5日的数据。 上面高炉和电炉成本的计算公式参考的,我的钢铁网2013-09-26的文章《从电炉炼钢成本看废钢现状》里的计算公式。

高炉的机械维护与保养高炉是冶金企业,尤其是钢铁生产企业的主要炼钢设备,其性能的优劣直接影响到钢铁的品质,因此,对于如何提高高炉的维护与保养水平,实现高炉高性能运转时间的最大化,一直是冶金企业重点抓的头等大事。目前,高炉在使用过程中,主要的故障与问题集中在冷却壁破损,造成冷却壁破损的原因有很多,而且由于高炉内部结构复杂,一旦发生故障,维修技术难度大,将严重影响企业的正常生产,因此,对于高炉的维护与保养,就显得异常重要。在日常的生产中,对于高炉设备的维护保养,主要集中在如何预防冷却壁的破损方面,对此,以下一些措施可以在实际中加以应用,以提高高炉设备的维护保养水平:(1)增大冷却水量,提高水流速度,加大冷却强度;(2)抑制边缘煤气流,发展中心,控制十字测温,使边缘煤气温度不大于100℃;(3)采用有效的炉外喷淋措施,保持合理的炉外冷却,减少温度场发生的变化,避免炉皮烧红;(4)根据风压调整水量,以达到对冷却壁的养护;(5)严格控制软水温度。软水进水温度严格控制在40士2℃,相对提高冷却强度,减少冷却壁峰值热流时的损坏几率,保证脱气罐、膨胀罐工作正常,减少水中溶解氧对水管的腐蚀,延长冷却壁寿命;(6)稳定炉温,减小温度波动幅度与频率,降低对冷却壁的热震;保持碱度稳定,防止软熔带的波动;杜绝集中加硅石和集中加焦操作,避免影响造渣制度和减少炉温波动;(7)日常操作中,稳定造渣制度与热制度,形成合理的软熔带,是维护冷却壁完好的基本措施;(8)发挥多环布料作用,开放中心气流,兼顾边缘气流,是实现冷却壁安全平稳运行的重要手段;
一、漏水造成烟道漏水的原因最主要有冲蚀腐蚀(尤其是高温冲蚀)、交变温差、焊缝开裂,导致烟道冷却水外溢。1、高温冲蚀腐蚀:热水冷却烟道随着环境温度增加,金属表而产生的氧化皮膜会逐渐变厚,氧化皮膜与基材间的结合强度会更高,足以抵抗随后的磨粒冲击,当达到临界温度(570摄氏度)后,这时材料进人冲蚀氧化破坏区。金属材料具有延展性,高温下更是如此,而氧化物则展示脆性,温下冲蚀腐蚀破坏中,与冲蚀有关的常数可从0.8 变化到7,这与高温下氧化或腐蚀产物的皮层塑性增加有较大关系,致使管壁不断减薄,导致爆管漏水。2、交变温差:烟气对管束产生横向冲刷,一方面因温差急剧变化导致管束出现高温膨胀与降温收缩,产生外部机械应力,由于受余热锅炉与下部固定支座的制约。另一方面当管束出现漏水时,为迅速恢复生产,则立即将管束内高达近300摄氏度的热冷却水排出降到室温,补焊后再补水。因此管束应力无法消除,极易产生疲劳脆化,最终出现横向裂纹。3、焊缝开裂漏水形成粘结性炉膛:为确保烟气收集质量,减少烟气外溢,管间采用钢板满焊作筋板隔离,焊接过程中由于焊条操作角度、电流选择不当等,导致管壁局部变薄,同时满焊过程中管束将产生较大的热应力,在应力释放时会对管壁产生变形出现裂纹,导致漏水。因此,当烟道(此外还包括吹氧管、下料孔烟道、水冷炉口等)出现漏水时,外溢的水在高温下迅速形成雾气与冷却高温烟尘,形成粘结性与粘附性的炉渣粘附在管束上。二、非正常的冶炼工艺1、由于转炉冶炼任务繁重,操作中为多产钢而采取增大装人量而减少炉容比,提高供氧强度,缩短供氧时间,导致炉渣外溢,处理方式上,操作人员通过吹氧管用高压氧气强制吹扫炽热的红渣,一方面高温下管束表面开始氧化,出现高温冲蚀,另一方面炉渣在气流的作用下急剧磨蚀管束工作表面,造成管壁减薄变形,出现纵向裂纹。2、其他:冶炼中热平衡对烟道堵塞有较大影响,又加增大装入量,往往出现冶炼时产生的烟气量大于系统抽出量,致使烟气外溢严重,部分粘附性较强的渣就粘附在管束上,非正常的转炉炉形也会造成影响,控制得好对影响不明显,一且炉形出现扁形或炉膛过小等将会出现炉渣外溢严重时还夹带金属,粘附在水冷炉口上,导致炉口直径变小,在风机的强制抽力作用下,高温烟道带金属的渣进入各区,堵塞烟道。

1、高温熔融物爆炸(1)钢水、铁水、钢渣以及炼钢炉炉底的熔渣都是高温熔融物,与水接触就会发生爆炸。当1 kg水完全变成蒸汽后,其体积要增大约1500倍,破坏力极大。(2)炼钢炉、钢水罐、铁水罐、中间罐、渣罐漏钢、漏渣及倾翻时发生爆炸;往潮湿的钢水罐、铁水罐、中间罐、渣罐中盛装钢水、铁水、液渣时发生爆炸;向有潮湿废物及积水的罐坑、渣坑中放热罐、放渣、翻渣时引起的爆炸;向炼钢炉内加入潮湿料时引起的爆炸;铸钢系统漏钢与潮湿地面接触发生爆炸。2、水冷系统漏水爆炸炼钢工艺设备多属高温作业,故水冷系统较多,如转炉烟罩、炉口水冷系统、RH水冷系统、连铸机结晶器的水冷系统等,易发的故障是水冷系统泄漏、与高温液体易发生爆炸的危险炼钢厂因为熔融物遇水爆炸的情况主要有:转炉氧枪,转炉的烟罩,连铸机的结晶器的高、中压冷却水大漏,穿透熔融物而爆炸;炼钢炉、精炼炉、连铸结晶器的水冷件因为回水堵塞,造成继续受热而引起爆炸。


