
服务热线
13832895888
欢迎访问唐山市三川钢铁机械制造有限公司
服务热线
13832895888

销售部:13832895888
供应部:13633361888
邮箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
传真:0315-2969909
网址:www.tsscjx.com.cn
地址:唐山市路南区女织寨村南

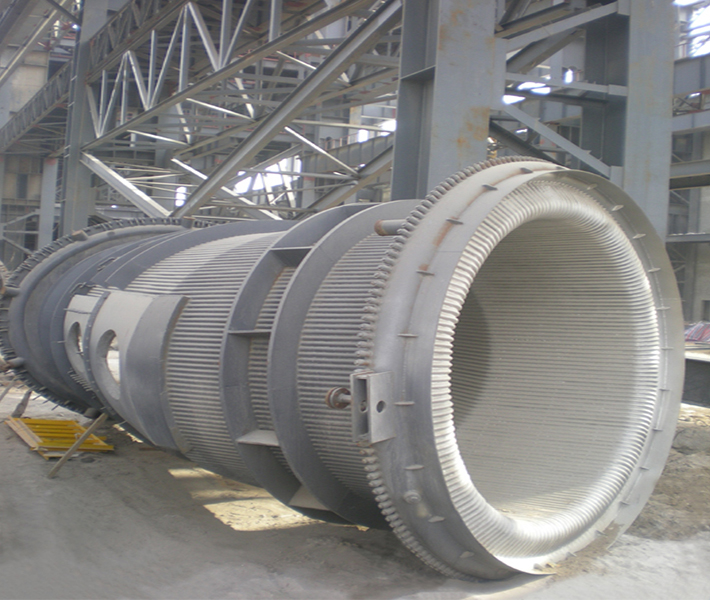
冷却烟道主要技术方案是在管道的外壁安装散热翅片,在管道外套接外套管,在外套管的一端利用风管连接轴流风机,在外套管的另一端设置排气口。所述风管以倾斜状与外套管连接,风管的出口面对外套管上安装有排气口的一端。在外套管上连接喷嘴组件,喷嘴组件中的喷嘴面向外套管与管道间的空腔,喷嘴组件利用接管与供水管连接。转炉汽化冷却烟道,包括位于转炉炉口上方的活动烟罩,活动烟罩上部与炉口固定段烟道下部相连接,炉口固定段烟道上部与中间段烟道下部通过密封伸缩连接装置相连接,中间段烟道上部与末端烟道相连接,炉口固定段烟道与中间段烟道之间存在安装间隙,安装间隙中设置有环形水箱,环形水箱上设置有进水管和出水管。上述的转炉汽化冷却烟道中设置了能遮挡炉口固定段烟道和中间段烟道之间安装间隙的环形水箱,使炽热红渣不易进入由炉口固定段烟道、中间段烟道、密封伸缩连接装置围成的腔室中结渣。

氧气顶吹转炉炼钢设备工艺,营口优质炼铁设备厂家按照配料要求,先把废钢等装入炉内,然后倒入铁水,并加入适量的造渣材料(如生石灰等)。加料后,把氧气喷枪从炉顶插入炉内,吹入氧气(纯度大于99%的高压氧气流),使它直接跟高温的铁水发生氧化反应,除去杂质。用纯氧代替空气可以克服由于空气里的氮气的影响而使钢质变脆,以及氮气排出时带走热量的缺点。在除去大部分硫、磷后,当钢水的成分和温度都达到要求时,即停止吹炼,提升喷枪,准备出钢。出钢时使炉体倾斜,钢水从出钢口注入钢水包里,同时加入脱氧剂进行脱氧和调节成分。钢水合格后,可以浇成钢的铸件或钢锭,钢锭可以再轧制成各种钢材。 氧气顶吹转炉在炼钢过程中会产生大量棕色烟气,它的主要成分是氧化铁尘粒和高浓度的一氧化碳气体等。因此,必须加以净化回收,综合利用,以防止污染环境。从回收设备得到的氧化铁尘粒可以用来炼钢;一氧化碳可以作化工原料或燃料;烟气带出的热量可以副产水蒸气。此外,营口优质炼铁设备厂家炼钢时,生成的炉渣也可以用来做钢渣水泥,含磷量较高的炉渣,可加工成磷肥,等等。氧气顶吹转炉炼钢法具有冶炼速度快、炼出的钢种较多、质量较好,以及建厂速度快、投资少等许多优点。但在冶炼过程中都是氧化性气氛,去硫效率差,昂贵的合金元素也易被氧化而损耗,因而所炼钢种和质量就受到一定的限制。
转炉自动化,工业自动化生产工艺。典型的氧气转炉自动化系统由过程控制计算机、微型计算机和各种自动检测仪表、电子称量装置等部分组成。按设备配置和工艺流程分为供氧系统,主、副原料系统,副枪系统,煤气回收系统,成分分析系统和计算机测控系统。有些大型的转炉自动化系统除了有转炉本身的控制系统外,还包括有铁水预处理系统、钢水脱气处理系统和铸锭控制系统等。氧气转炉冶炼周期短、产量高、反应复杂,但用人工控制钢水终点温度和含碳量的命中率不高,精度也较差。为了充分发挥氧气转炉快速冶炼的优越性,提高产量和质量,降低能耗和原料消耗,需要完善的自动化系统对它进行控制。供氧系统编辑在转炉吹炼中,供氧系统主要用于控制吹氧量和氧枪位置(即氧枪与钢水液面的距离),完成以下功能: ①测量氧气压力、流量、氧耗量、氧纯度等参数,并对氧流量进行闭环控制。②测量氧枪冷却水温度、压力和流量。③采用电子逻辑或微型机控制装置在吹炼不同阶段改变氧枪位置,其定位精度为±10毫米。主、副原料系统编辑转炉主原料(铁水和废钢)和副原料(石灰、白云石、矿石、萤石、铁皮等)的称重误差和成分误差,直接影响炼钢终点命中率和钢的质量。这个统用以保证主、副原料的准确称量。它包括 3个部分。①电子秤:用以对铁水、废钢、铁合金和钢水进行称重,并能自动去皮;②副原料称重和上料控制:当高位料仓中的副原料用光时,可自动地将地下料仓的副原料送入高位料仓,它采用料位检测器检出料仓料位信号,用皮带秤称重,用电子逻辑或微型机控制上料;③副原料自动配料控制:根据人工设定和计算机设定的副原料的配比,入炉副原料由料斗秤称量后自动按量装入。副枪系统编辑吹炼过程中用于测量钢水温度和含碳量的检测装置,主要包括两个部分。①测温定碳装置:它由测温定碳和测液面复合探头、温度和碳变送器、微型机和阴极射线管显示器等组成。测试时,副枪将探头插入钢水内测温、取样,测出的温度和含碳量信号经微型机处理后,在显示器上显示并传送到过程计算机。②副枪顺序控制装置:它由探头、电子逻辑线路或微型机构成。副枪系统自动给出所需的探头,自动装探头,检查探头是否接通,然后自动快速下枪,移动到变速点时则由快速改成慢速,当移动到测试点时便准确停车,定位精度为±10毫米。待取样完成后,快速提升,到变速点时改为慢速提升,到达最高点时则自动停车。待定碳信号出现后,则自动拔掉旧探头。煤气回收系统编辑用以保证煤气回收正常运行,它由各种变送器、分析仪和微型机组成。首先进行炉口微压差(±50帕)测量和自动控制,炉中微压差经变送器变成标准电信号后,由调节器控制煤气管道的闸板阀,使炉口保持正压,防止吸入空气。其次进行煤气中CO、O2含量的分析和CO回收的自动控制,采用红外线CO分析仪、磁氧分析仪(精度为±1%)或质谱仪分析CO、O2含量,用可编程序控制器来控制煤气回收的操作。最后进行煤气流量测量。所用方法是先在废气管道中取出差压信号,然后再用差压变送器将此信号变为电信号进行测量。成分分析系统编辑用直读光谱仪或 X荧光分析仪来分析铁水和钢水的成分。 X荧光还能分析矿石、炉渣的成分。专用计算机对分析值进行处理后将结果打印出来,并将它们传送到过程控制计算机,为控制作准备。钢水中的溶氧量则用氧化锆定氧探头测出。

根据图纸尺寸将 C 型钢(或方通)用砂轮切割机截成合适要求的长度,然后焊接骨架。焊接工序使用交流弧焊机、E43 系列,为防止咬肉和焊头等缺陷,采用小电流及较小直径焊条(2.5-3.0mm)施焊。并使用辅助夹具和卡具,保证结构的几何尺寸的准确。钢骨架用水准仪配合钢丝线进行检测矫正。制作过程中应随时测量及矫正,变形要控制在允许范围之内。骨架和支托盘面焊接在一起,骨架制作可将骨架拼装焊接一部分,然后抬到支托盘上焊接牢固,也可直接在支托盘上拼装焊接,同一坡度方向的骨架应在一个面上。骨架制作安装好后,应清除骨架表面上尘土、铁屑、油污等。根据图纸要求,再补刷防锈漆,待防锈漆彻底干透后,然后再刷面漆及保护漆等。对于屋面的金属骨架,涂装一般采用手工刷涂和空气喷涂法两种。


